 Fresas de precisión,Herramientas de corte para el mecanizado CNC de todos los materiales
Fresas de precisión,Herramientas de corte para el mecanizado CNC de todos los materiales

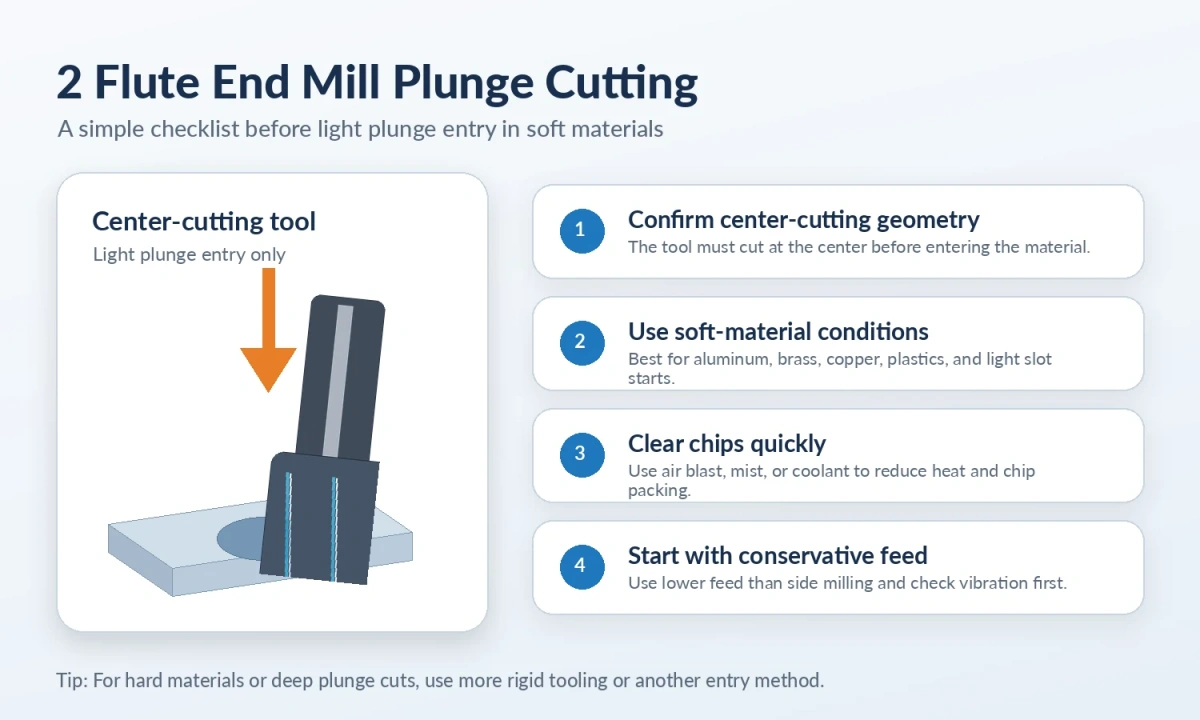
Sí, you can plunge with an end mill, but the tool must match the material, diseño de flauta, y condición de corte. A center-cutting 2 flute end mill is often suitable for light plunge cutting in aluminum, latón, cobre, plástica, y otros materiales blandos. Sin embargo, for hard materials, deep plunge cuts, o configuraciones inestables, a different cutting method or tool design may be safer.
If you need a cutter for aluminum slotting, entrada ligera, or soft-material CNC machining, también puedes consultar nuestro 2 fresa de ranura product page.
Why Can a 2 Flute End Mill Plunge Cut?
Un 2 flute end mill has more flute space than many higher-flute tools. Debido a esto, chips can leave the cutting zone more easily during plunge entry and slotting.
This is important in soft materials because they often produce larger chips. If chips cannot leave the cutting area smoothly, heat, frotamiento, vibración, and tool wear may increase.
Another important factor is tool geometry. En la mayoría de los casos, a center-cutting end mill is required for plunge cutting. Without proper center-cutting geometry, the tool may not enter the material safely or smoothly.
Además, a 2 flute tool often creates lower cutting load in many plunge applications. Como resultado, it is commonly used for controlled plunge entry in aluminum and other soft materials. If you want to learn more about common applications, También puedes leer nuestro que es un 2 fresa de extremo de flauta utilizada para guía.
Best Materials for Plunge Cutting With a 2 Molino de extremo de flauta
Un 2 flute end mill is usually a practical choice for plunge cutting when the material is:
- Aluminio
- Latón
- Cobre
- Plástica
- Composites
Typical plunge cutting uses include:
- Light plunge entry
- Shallow slot starts
- Pocket milling entry
- Roughing in soft materials
- CNC machining where chip evacuation is important
For these applications, a 2 flute cutter can provide smoother chip flow and more stable cutting performance than a higher-flute tool used in the same soft-material environment.
Tabla de comparación rápida: ¿Cuándo es un 2 Flute End Mill a Good Choice?
| Application Condition | 2 Molino de extremo de flauta | Por qué |
|---|---|---|
| Aluminum plunge entry | Recomendado | Mejor evacuación de virutas |
| Brass or copper slot start | Recomendado | Lower risk of chip packing |
| Plastic pocket entry | Recomendado | Smoother chip flow |
| Hardened steel plunge cutting | No recomendado | Lower rigidity for this use |
| Deep plunge in difficult material | Use caution | Heat and chip removal become more critical |
| Fine finishing work | Usually not ideal | Surface finish may not be the top advantage |
When Should You Avoid Plunge Cutting With a 2 Molino de extremo de flauta?
Un 2 flute end mill is not always the best option for plunge cutting.
You should be more careful when:
- Machining hardened steel
- Cutting stainless steel with high heat buildup
- Requiring very fine surface finish
- Making very deep plunge cuts
- Using a non-center-cutting tool
- Working with poor machine rigidity or long tool overhang
In these situations, cutting stability may decrease and tool wear may increase.
For harder materials, a 4 flute design may provide better rigidity.You can check our 4 fresa de ranura product page here:
Safe Starting Parameters for Soft Materials
For soft materials such as aluminum or brass, it is usually better to begin with conservative plunge settings and then adjust based on machine rigidity, diámetro de la herramienta, y evacuación de virutas.
A practical starting approach is:
- Use a lower feed than side milling
- Keep plunge depth conservative
- Use air blast, mist, or suitable coolant when needed
- Make sure chips are clearing smoothly
- Avoid aggressive entry when tool overhang is long
Instead of applying one fixed number to every setup, test cuts are usually the safer choice. This is especially important because the material, máquina, condición del husillo, and cutter geometry may all vary.
Recommended Starting Guide for Soft Materials
| Material | Entry Style | Starting Approach |
|---|---|---|
| Aluminio | Light plunge entry | Lower feed than side milling, clear chips quickly |
| Latón | Controlled plunge | Conservative depth, stable setup |
| Cobre | Shallow entry | Watch heat and chip flow carefully |
| Plástica | Light plunge or pocket entry | Avoid chip buildup and excessive heat |
| Composites | Use with caution | Confirm tool geometry and machine stability |
2 Flauta vs. 4 Flute for Plunge Cutting

For plunge cutting, the biggest difference between a 2 flauta y un 4 el molino de extremo de flauta es chip space versus rigidity.
Un 2 fresa de ranura is often better when:
- Chip evacuation matters most
- The material is soft
- The operation involves slotting or roughing
- Plunge entry is shallow and controlled
Un 4 fresa de ranura is often better when:
- The material is harder
- More rigidity is needed
- Surface finish is more important
- The operation is closer to finishing than roughing
For a broader comparison, También puedes leer nuestro 2 flauta vs. 4 fresa de ranura guía.
How to Improve Plunge Cutting Success
Use a Center-Cutting Tool
A center-cutting design is usually necessary for plunge entry. Por lo tanto, you should always confirm the tool geometry before machining.
Control Tool Overhang
Shorter overhang usually improves stability and helps reduce vibration during plunge entry.
Haga coincidir la herramienta con el material
Un 2 flute cutter is generally more suitable for aluminum and soft materials. For harder metals, a different flute design may be a better match.
Start Conservatively
It is better to begin with lighter plunge settings and then adjust after checking chip evacuation, cutting sound, vibración, and tool wear.
Preguntas más frecuentes
Can all 2 flute end mills plunge cut?
No. A center-cutting geometry is usually required. Some 2 flute end mills are suitable for plunge entry, while others are not.
es un 2 flute end mill good for aluminum plunge cutting?
En muchos casos, Sí. Un 2 flute end mill is often a good choice for aluminum because it offers better chip space and smoother chip evacuation.
es un 4 flute end mill better than a 2 flute end mill for plunge cutting?
No siempre. Un 4 flute tool usually offers more rigidity, but a 2 flute tool is often better in soft materials where chip evacuation is critical.
What should I check before plunge cutting?
You should check the material, diseño de flauta, center-cutting geometry, overhang, entry depth, and chip evacuation before starting.
Necesito un 2 Flute End Mill for Aluminum or Soft Materials?
If you need a center-cutting 2 flute end mill for aluminum, latón, cobre, plástica, ranurado, or light plunge entry, we can help you choose a suitable carbide tool design.
Check our 2 fresa de ranura product page here.
Guías relacionadas:
¿Qué es un 2 fresa de extremo de flauta utilizada para?
2 flauta vs. 4 fresa de ranura
2 flauta vs. 4 flauta vs. 6 fresa de ranura
Conclusión
Entonces, ¿Puedes sumergirte con un 2 fresa de ranura?
Yes — but mainly in the right material and with the right setup. In aluminum, latón, cobre, plástica, y otros materiales blandos, a 2 flute end mill can be a practical option for light plunge cutting, slot starts, and roughing entry.
Sin embargo, plunge cutting should always be matched to the cutter geometry, condiciones de corte, y tipo de material. When harder materials or higher rigidity are involved, a higher-flute tool may be the better option.
Entonces, ¿Puedes sumergirte con un 2 fresa de ranura?
Sí, but mainly in the right material and with the right setup. In aluminum, latón, cobre, plástica, y otros materiales blandos, a center-cutting 2 flute cutter can be a practical option for light plunge cutting, slot starts, and roughing entry.
Sin embargo, plunge cutting should always match the cutter geometry, condición de corte, y tipo de material. When the material is harder or higher rigidity is required, a higher-flute tool or another entry method may be a better choice.