 Freze de precizie,Scule de tăiere pentru prelucrarea CNC a fiecărui material
Freze de precizie,Scule de tăiere pentru prelucrarea CNC a fiecărui material

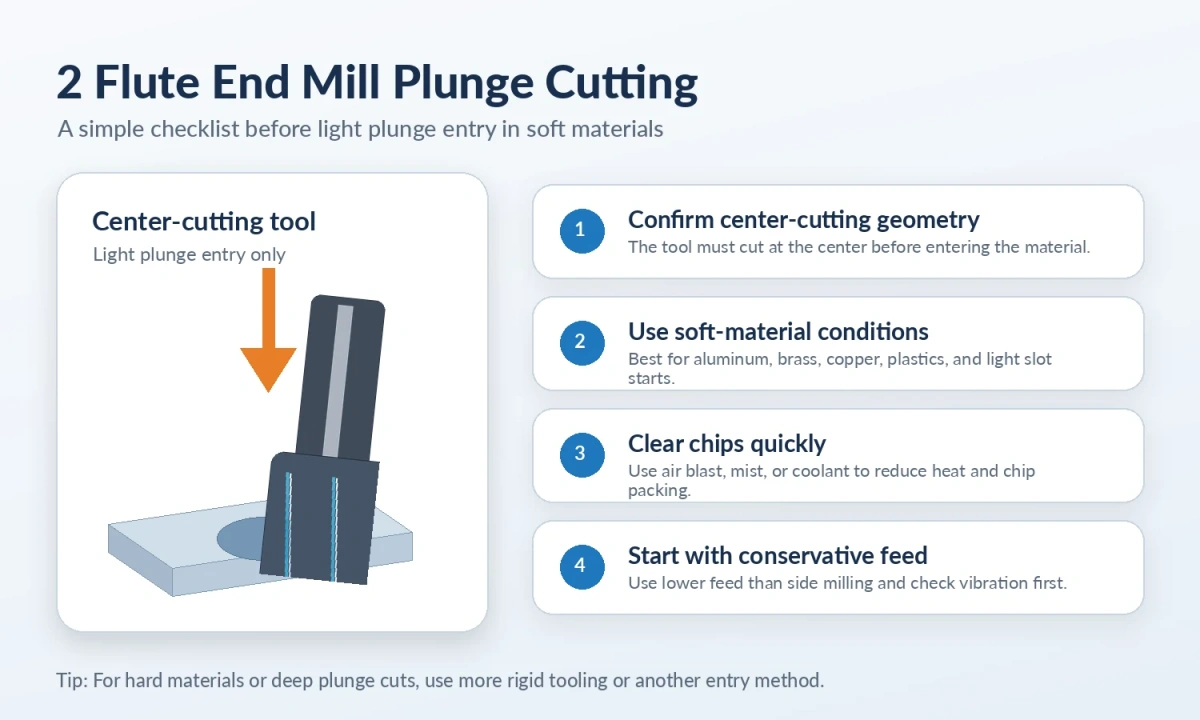
Da, you can plunge with an end mill, but the tool must match the material, design flaut, and cutting condition. A center-cutting 2 flute end mill is often suitable for light plunge cutting in aluminum, alamă, cupru, materiale plastice, și alte materiale moi. Cu toate acestea, for hard materials, deep plunge cuts, sau setări instabile, a different cutting method or tool design may be safer.
If you need a cutter for aluminum slotting, light plunge entry, or soft-material CNC machining, poti verifica si noi 2 Freză de capăt pentru caneluri pagina produsului.
De ce poate a 2 Flute End Mill Plunge Cut?
Un 2 flute end mill has more flute space than many higher-flute tools. Because of this, chips can leave the cutting zone more easily during plunge entry and slotting.
This is important in soft materials because they often produce larger chips. If chips cannot leave the cutting area smoothly, heat, rubbing, vibratie, and tool wear may increase.
Another important factor is tool geometry. In most cases, o center-cutting end mill is required for plunge cutting. Without proper center-cutting geometry, the tool may not enter the material safely or smoothly.
în plus, o 2 flute tool often creates lower cutting load in many plunge applications. Ca urmare, it is commonly used for controlled plunge entry in aluminum and other soft materials. If you want to learn more about common applications, you can also read our ce este a 2 moara cu flaut folosit pt ghid.
Best Materials for Plunge Cutting With a 2 Moara de capăt pentru flaut
Un 2 flute end mill is usually a practical choice for plunge cutting when the material is:
- Aluminiu
- Brass
- Copper
- Plastics
- Compozite
Typical plunge cutting uses include:
- Light plunge entry
- Shallow slot starts
- Pocket milling entry
- Roughing in soft materials
- CNC machining where chip evacuation is important
For these applications, o 2 flute cutter can provide smoother chip flow and more stable cutting performance than a higher-flute tool used in the same soft-material environment.
Quick Comparison Table: When Is a 2 Flute End Mill a Good Choice?
| Application Condition | 2 Moara de capăt pentru flaut | Why |
|---|---|---|
| Aluminum plunge entry | Recomandat | Better chip evacuation |
| Brass or copper slot start | Recomandat | Lower risk of chip packing |
| Plastic pocket entry | Recomandat | Smoother chip flow |
| Hardened steel plunge cutting | Not recommended | Lower rigidity for this use |
| Deep plunge in difficult material | Use caution | Heat and chip removal become more critical |
| Fine finishing work | Usually not ideal | Surface finish may not be the top advantage |
When Should You Avoid Plunge Cutting With a 2 Moara de capăt pentru flaut?
Un 2 flute end mill is not always the best option for plunge cutting.
You should be more careful when:
- Machining hardened steel
- Cutting stainless steel with high heat buildup
- Requiring very fine surface finish
- Making very deep plunge cuts
- Using a non-center-cutting tool
- Working with poor machine rigidity or long tool overhang
In these situations, cutting stability may decrease and tool wear may increase.
For harder materials, o 4 flute design may provide better rigidity.You can check our 4 Freză de capăt pentru caneluri product page here:
Safe Starting Parameters for Soft Materials
For soft materials such as aluminum or brass, it is usually better to begin with conservative plunge settings and then adjust based on machine rigidity, tool diameter, and chip evacuation.
A practical starting approach is:
- Use a lower feed than side milling
- Keep plunge depth conservative
- Use air blast, mist, or suitable coolant when needed
- Make sure chips are clearing smoothly
- Avoid aggressive entry when tool overhang is long
Instead of applying one fixed number to every setup, test cuts are usually the safer choice. This is especially important because the material, machine, spindle condition, and cutter geometry may all vary.
Recommended Starting Guide for Soft Materials
| Material | Entry Style | Starting Approach |
|---|---|---|
| Aluminiu | Light plunge entry | Lower feed than side milling, clear chips quickly |
| Brass | Controlled plunge | Conservative depth, stable setup |
| Copper | Shallow entry | Watch heat and chip flow carefully |
| Plastics | Light plunge or pocket entry | Evitați acumularea de așchii și căldura excesivă |
| Compozite | Utilizați cu precauție | Confirmați geometria sculei și stabilitatea mașinii |
2 Flaut vs 4 Flaut pentru tăiere în plonjare

Pentru tăiere cu adâncime, cea mai mare diferență între a 2 flaut și a 4 moara cu flaut este spațiul de cip versus rigiditate.
Un 2 Freză de capăt pentru caneluri este adesea mai bine când:
- Evacuarea cipurilor contează cel mai mult
- Materialul este moale
- Operațiunea implică crestare sau degroșare
- Intrarea plonjării este superficială și controlată
Un 4 Freză de capăt pentru caneluri este adesea mai bine când:
- Materialul este mai dur
- Este nevoie de mai multă rigiditate
- Finisajul suprafeței este mai important
- Operația este mai aproape de finisare decât de degroșare
Pentru o comparație mai largă, you can also read our 2 flaut vs 4 Freză de capăt pentru caneluri ghid.
Cum să îmbunătățești succesul tăierii cu plonjare
Utilizați un instrument de tăiere centrală
Un design de tăiere centrală este de obicei necesar pentru intrarea în plonjare. Prin urmare, trebuie să confirmați întotdeauna geometria sculei înainte de prelucrare.
Instrument de control
Contopirea mai scurtă îmbunătățește, de obicei, stabilitatea și ajută la reducerea vibrațiilor în timpul pătrunderii.
Potriviți instrumentul cu materialul
Un 2 freza cu flaut este, în general, mai potrivită pentru aluminiu și materiale moi. Pentru metale mai dure, un design diferit de flaut poate fi o potrivire mai bună.
Începeți conservator
Este mai bine să începeți cu setări mai ușoare de plonjare și apoi să ajustați după verificarea evacuării așchiilor, sunet de tăiere, vibratie, și uzura sculelor.
FAQ
Pot toate 2 freze cu cap cu flaut tăiat cu adâncime?
Nu. De obicei, este necesară o geometrie de tăiere centrală. Unele 2 Frezele cu cap flaut sunt potrivite pentru intrarea în plonjare, în timp ce altele nu sunt.
Este o 2 freză cu caneluri bună pentru tăierea cu adâncime din aluminiu?
În multe cazuri, Da. Un 2 Freza cu caneluri este adesea o alegere bună pentru aluminiu, deoarece oferă un spațiu mai bun pentru așchii și o evacuare mai lină a așchiilor.
Este o 4 moara cu flaut mai buna decat a 2 freza cu caneluri pentru tăiere cu adâncime?
Nu întotdeauna. Un 4 instrumentul flaut oferă de obicei mai multă rigiditate, dar a 2 unealta cu caneluri este adesea mai bună în materialele moi unde evacuarea așchiilor este critică.
Ce ar trebui să verific înainte de tăierea în adâncime?
Ar trebui să verificați materialul, design flaut, geometrie de tăiere centrală, surplomba, adâncimea de intrare, și evacuarea așchiilor înainte de pornire.
Need a 2 Flute End Mill for Aluminum or Soft Materials?
If you need a center-cutting 2 flute end mill for aluminum, alamă, cupru, materiale plastice, sloting, or light plunge entry, we can help you choose a suitable carbide tool design.
Check our 2 Freză de capăt pentru caneluri product page here.
Related guides:
Ce este a 2 moara cu flaut folosit pt?
2 flaut vs 4 Freză de capăt pentru caneluri
2 flaut vs 4 flaut vs 6 Freză de capăt pentru caneluri
Concluzie
Aşa, te poți arunca cu o 2 Freză de capăt pentru caneluri?
Da, dar în principal în materialul potrivit și cu configurația potrivită. În aluminiu, alamă, cupru, materiale plastice, și alte materiale moi, o 2 Freza cu caneluri poate fi o opțiune practică pentru tăierea ușoară în plonjare, slotul începe, şi intrarea degroşare.
Cu toate acestea, Tăierea prin plonjare trebuie să fie întotdeauna potrivită cu geometria frezei, conditii de taiere, și tipul de material. Când sunt implicate materiale mai dure sau rigiditate mai mare, o unealtă cu caneluri mai înalte poate fi opțiunea mai bună.
Aşa, te poți arunca cu o 2 Freză de capăt pentru caneluri?
Da, but mainly in the right material and with the right setup. În aluminiu, alamă, cupru, materiale plastice, și alte materiale moi, a center-cutting 2 flute cutter can be a practical option for light plunge cutting, slotul începe, şi intrarea degroşare.
Cu toate acestea, plunge cutting should always match the cutter geometry, cutting condition, și tipul de material. When the material is harder or higher rigidity is required, a higher-flute tool or another entry method may be a better choice.