 Прецизионные фрезы,Режущие инструменты для обработки любого материала с ЧПУ
Прецизионные фрезы,Режущие инструменты для обработки любого материала с ЧПУ

Manufacturers mainly use tapered end mills to machine draft angles, tapered sidewalls, полости плесени, deep profiles, narrow grooves, and detailed CNC features. Unlike a standard straight end mill, its cutting diameter gradually increases from the tip toward the shank.
Как результат, the tool can follow angled surfaces while providing more support behind the small cutting tip. Однако, the correct cutter still depends on the taper angle, tip diameter, end geometry, материал заготовки, глубина резания, и состояние машины.
This guide explains what tapered end mills are used for, how different types work, and how to select a suitable tool for mold making, гравировка, профильное фрезерование, and other CNC applications.
What Is a Tapered End Mill?
A tapered end mill is a milling cutter with a cutting section that gradually becomes larger from the tip toward the shank. The tool may have a flat end, сферический нос, угловой радиус, or custom cutting profile.
Manufacturers often use these tools when a part includes angled walls, draft angles, tapered grooves, глубокие полости, or small details that cannot be machined efficiently with a straight cutter.
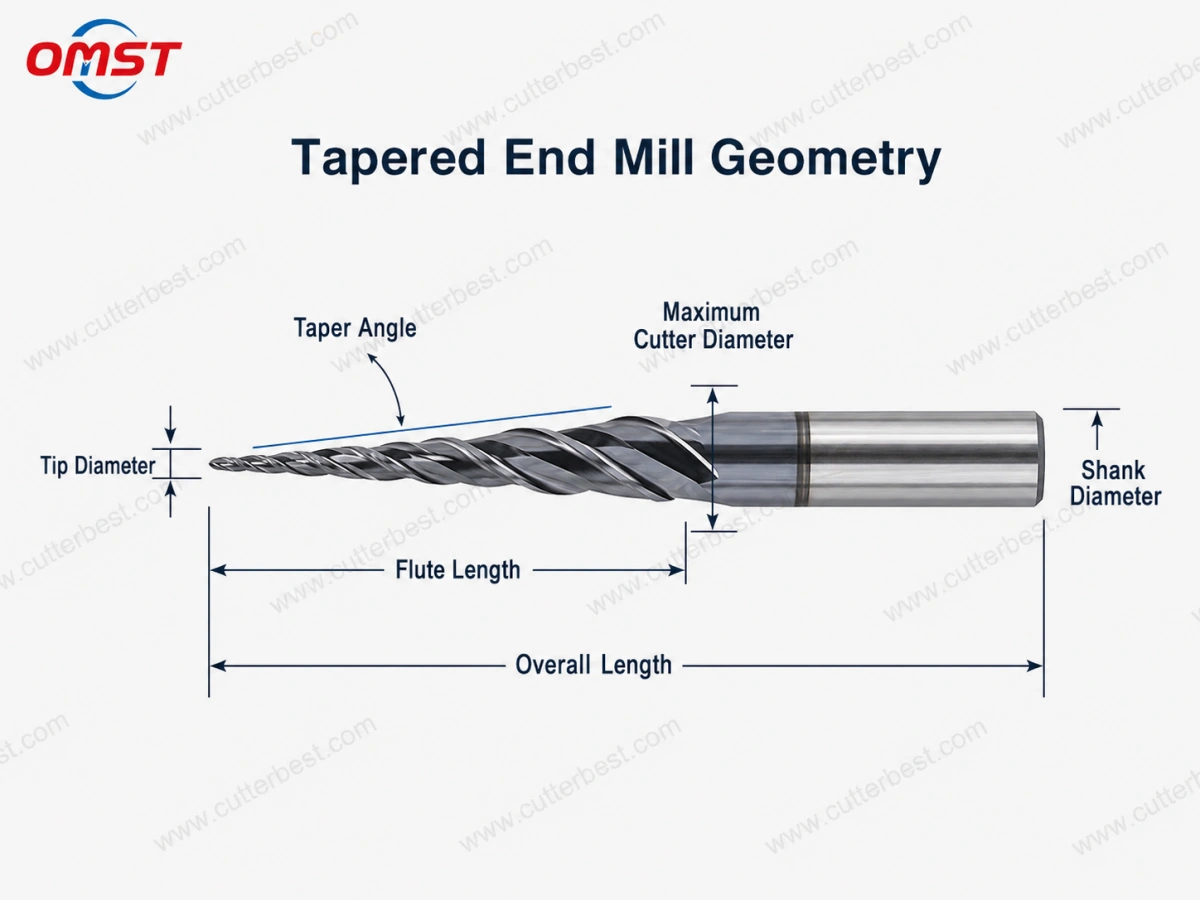
The main dimensions usually include:
| Tool Feature | Description |
| Taper angle | The angle formed by the tapered cutting section |
| Tip diameter | The smallest cutting diameter near the tool tip |
| Maximum cutter diameter | The largest diameter of the cutting section |
| Длина канавки | The length of the cutting edges |
| Габаритная длина | The complete tool length from tip to shank end |
| Shank diameter | The diameter held by the tool holder |
| End geometry | Flat end, сферический нос, radius end, or custom form |
Before ordering a cutter, confirm whether the drawing shows a single-side taper angle or a total included angle. Otherwise, the finished profile may not match the part design.
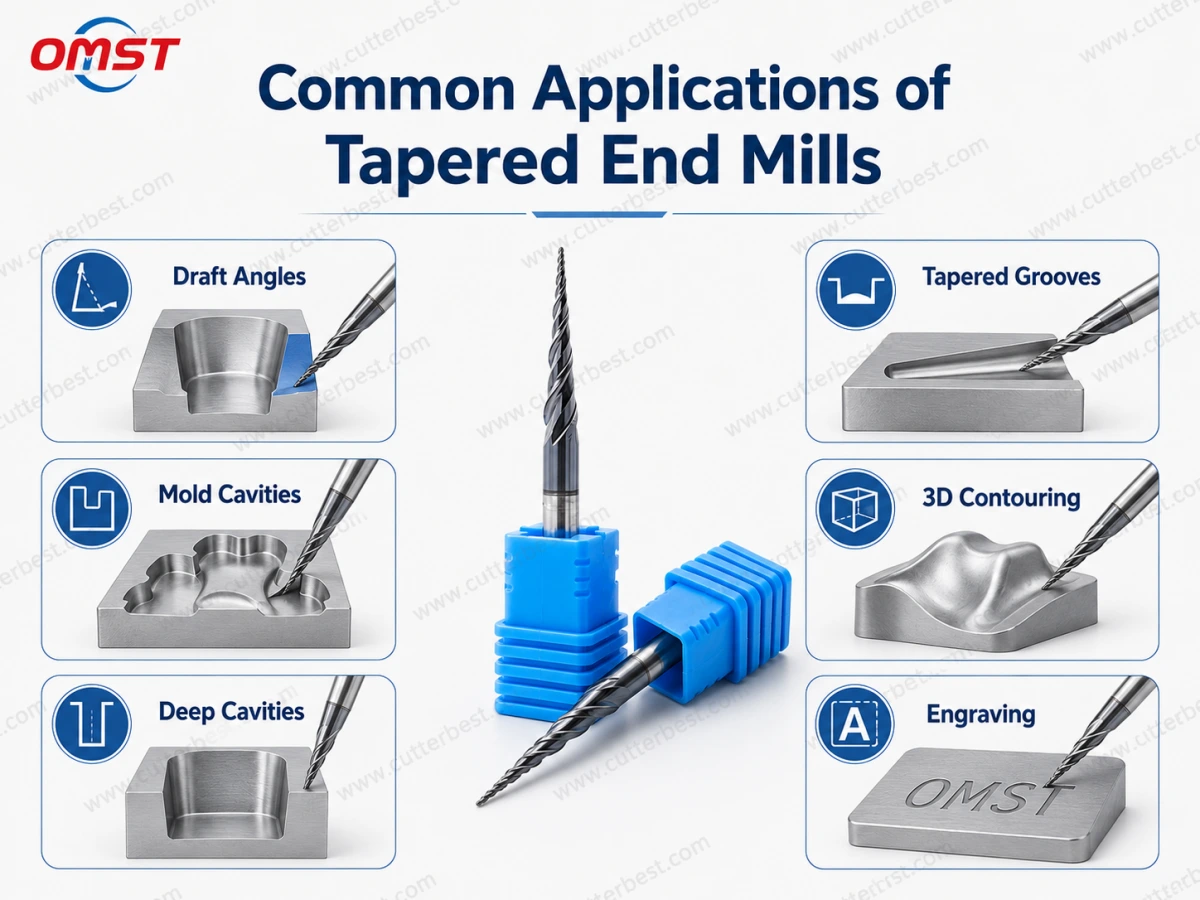
What Are Tapered End Mills Used For?
Tapered end mills are used for CNC operations that require angled surfaces, gradually changing wall profiles, small cutting tips, or improved support during long-reach machining.
Their most common applications include mold making, draft-angle milling, tapered groove cutting, deep-cavity machining, 3D контуринг, гравировка, and custom profile production.
Machining Draft Angles and Tapered Sidewalls
Many molds, умирает, and machined components include draft angles. These angles help molded parts release more easily and allow designers to create non-vertical walls.
A tapered end mill can machine the required angle directly when the cutter geometry matches the drawing. Поэтому, the tool is often used for:
- Mold draft walls
- Tapered pockets
- Angled sidewalls
- Sloped profiles
- Non-parallel surfaces
Однако, the cutter angle must be confirmed carefully. Even a small difference between the tool angle and the drawing can affect the final wall geometry.
Mold and Die Cavity Machining
Mold cavities frequently contain deep areas, угловые стены, изогнутые поверхности, and detailed transitions. A standard end mill may not reach these features efficiently, especially when the cavity becomes narrow near the bottom.
A tapered cutter can provide a small cutting tip while maintaining a larger cross-section closer to the shank. Consequently, it may offer better rigidity than a straight tool with a similar tip diameter and reach.
Common mold and die applications include:
- Полости пресс-форм для литья под давлением
- Die-casting molds
- Forming dies
- Electrode machining
- Draft-wall finishing
- Detailed cavity profiles
For curved cavities and 3D surfaces, a tapered ball-nose design is often selected.
Deep-Cavity and Long-Reach Machining
Deep cavities require additional tool reach. Nevertheless, increasing the tool length can also increase vibration and deflection.
Because a tapered tool becomes thicker toward the shank, it can provide more support behind the cutting area. This geometry may improve stability during light profiling and finishing operations.
Actual performance still depends on:
- Tip diameter
- Taper angle
- Длина канавки
- Вылет инструмента
- Tool holder runout
- Жесткость машины
- Материал заготовки
- Cutting parameters
A tapered design does not replace a proper machining setup. Поэтому, use the shortest practical tool length whenever possible.
Tapered Grooves and Special Profiles
Tapered grooves have non-parallel walls, so they cannot always be produced with a standard straight end mill in one operation.
A taper milling cutter may be used for:
- Tapered slots
- Angled grooves
- V-shaped profiles
- Special form features
- Custom CNC components
- Non-standard machine parts
When the groove has a special angle or profile, a custom tool may reduce the number of machining steps.
3D Contouring and Curved Surfaces
A tapered ball nose end mill combines a tapered cutting section with a rounded tip. This tool is suitable for curved surfaces, 3D-контуры, и отделка пресс-формы.
Типичные области применения включают в себя:
- Отделка полости формы
- Curved component surfaces
- 3D profile milling
- Complex die shapes
- Transition surfaces
- Sculptured parts
The ball radius, taper angle, and tool path must work together. Кроме того, a small step-over is normally required when a finer surface finish is needed.
For more curved-surface tool options, просмотреть наш концевые фрезы со сферическим концом.
Engraving and Fine Detail Machining
Micro tapered end mills are often used for small details, narrow features, fine engraving, and miniature mold components.
A small tip can enter tight areas. Тем временем, the tapered body supports the tool behind the cutting edge.
These tools may be used for:
- Fine lettering
- Small mold details
- Narrow channels
- Decorative profiles
- Precision engraving
- Miniature components
Однако, micro cutters are sensitive to runout and excessive cutting load. Поэтому, tool holding, spindle condition, and cutting parameters must be checked carefully.
Common Tapered End Mill Applications
The following table summarizes several common uses:
| Приложение | Suitable Cutter Type | Main Selection Point |
| Draft-angle machining | Tapered flat end mill | Match the taper angle to the drawing |
| Отделка полости формы | Tapered ball nose end mill | Confirm radius, reach, и требования к поверхности |
| Tapered groove milling | Flat-end or custom tapered cutter | Check groove width and wall angle |
| Deep-cavity profiling | Rigid carbide tapered end mill | Minimize overhang and control cutting load |
| Fine engraving | Micro tapered end mill | Control runout and tip diameter |
| Curved 3D surfaces | Tapered ball nose cutter | Select suitable radius and step-over |
| Custom profiles | Custom form tapered cutter | Provide a complete drawing and material information |
Why Use a Tapered End Mill?
A tapered end mill is not required for every milling operation. Однако, it offers several practical advantages when the workpiece contains angled or difficult-to-reach features.
Improved Rigidity in Long-Reach Applications
A small straight end mill with a long cutting length may deflect under cutting pressure. By comparison, a tapered tool has more material behind the small tip.
Как результат, the increasing cross-section can help improve rigidity during suitable finishing and profile-milling operations.
Still, rigidity depends on the complete setup. Диаметр инструмента, carbide grade, holder condition, глубина резания, and machine stability must also be considered.
Better Access to Angled and Narrow Areas
The small tip can enter narrow areas, while the tapered cutting edges follow an angled wall. Поэтому, one cutter may reach features that would otherwise require several operations or special tool paths.
This is especially useful in mold cavities, detailed parts, and tapered grooves.
Direct Machining of the Required Wall Angle
When the cutter angle matches the part design, the tapered cutting edge can machine the complete wall angle directly.
This may simplify the tool path and improve profile consistency. Однако, the angle must be checked before production because drawings may use different angle definitions.
Stable Finishing of Tapered Profiles
A suitable tapered tool can provide stable contact along an angled profile. Кроме того, the correct flute design and coating can improve chip evacuation and wear resistance.
For the best result, the cutting parameters should be validated through a controlled test cut before full production.
Common Types of Tapered End Mills
Different end geometries are selected for different workpiece features.
Tapered Flat End Mills
A tapered flat end mill has a flat cutting tip. Он обычно используется для:
- Flat-bottom tapered grooves
- Angled sidewalls
- Draft profiles
- Mold features
- Tapered slots
This design is suitable when the bottom surface must remain relatively flat.
Tapered Ball Nose End Mills
A tapered ball nose end mill has a rounded cutting tip. It is mainly used for:
- Изогнутые поверхности
- 3D-контуры
- Полости пресс-форм
- Complex profiles
- Surface finishing
Because the tip is rounded, the tool can follow curved tool paths more smoothly than a flat-end cutter.
Tapered Radius End Mills
A tapered radius end mill includes a corner radius between the tool bottom and side cutting edges.
The radius can strengthen the cutting corner and produce a smooth transition between the bottom and sidewall. Поэтому, this type may be used for semi-finishing, mold profiles, and filleted features.
Micro Tapered End Mills
Micro tapered cutters have a very small tip diameter. They are used for detailed profiles, narrow features, гравировка, and miniature cavities.
Since the tip is small, runout control is critical. Even limited runout can increase uneven cutting loads and shorten tool life.
Custom Form Tapered Cutters
Some components require a non-standard taper angle, tip diameter, длина канавки, or cutting profile. В этих случаях, the manufacturer can produce a custom cutter according to the drawing..
OMST can review standard and non-standard tapered cutter requirements. Посмотреть наши custom tapered cutter product page for available geometry, покрытие, and OEM options.
Tapered End Mill vs Straight End Mill
Tapered and straight end mills are used for different machining requirements. A straight end mill maintains a constant cutting diameter, while a tapered cutter gradually increases in diameter toward the shank.
| Точка выбора | Коническая концевая фреза | Straight End Mill |
| Cutting geometry | Tapered cutting section | Constant cutting diameter |
| Main application | Draft angles, tapered walls, and special profiles | Straight walls, карманы, and slots |
| Deep reach | Increasing section may improve rigidity | Rigidity depends strongly on diameter and reach |
| Mold machining | Suitable for draft walls and special cavities | Suitable for general pockets and vertical walls |
| End options | Flat end, сферический нос, radius, или на заказ | Flat end, сферический нос, radius, and other standard types |
| Main dimensions | Taper angle, tip diameter, and reach | Cutter diameter and cutting length |
| Настройка | Often customized for angle and profile | Often selected from standard diameters and lengths |
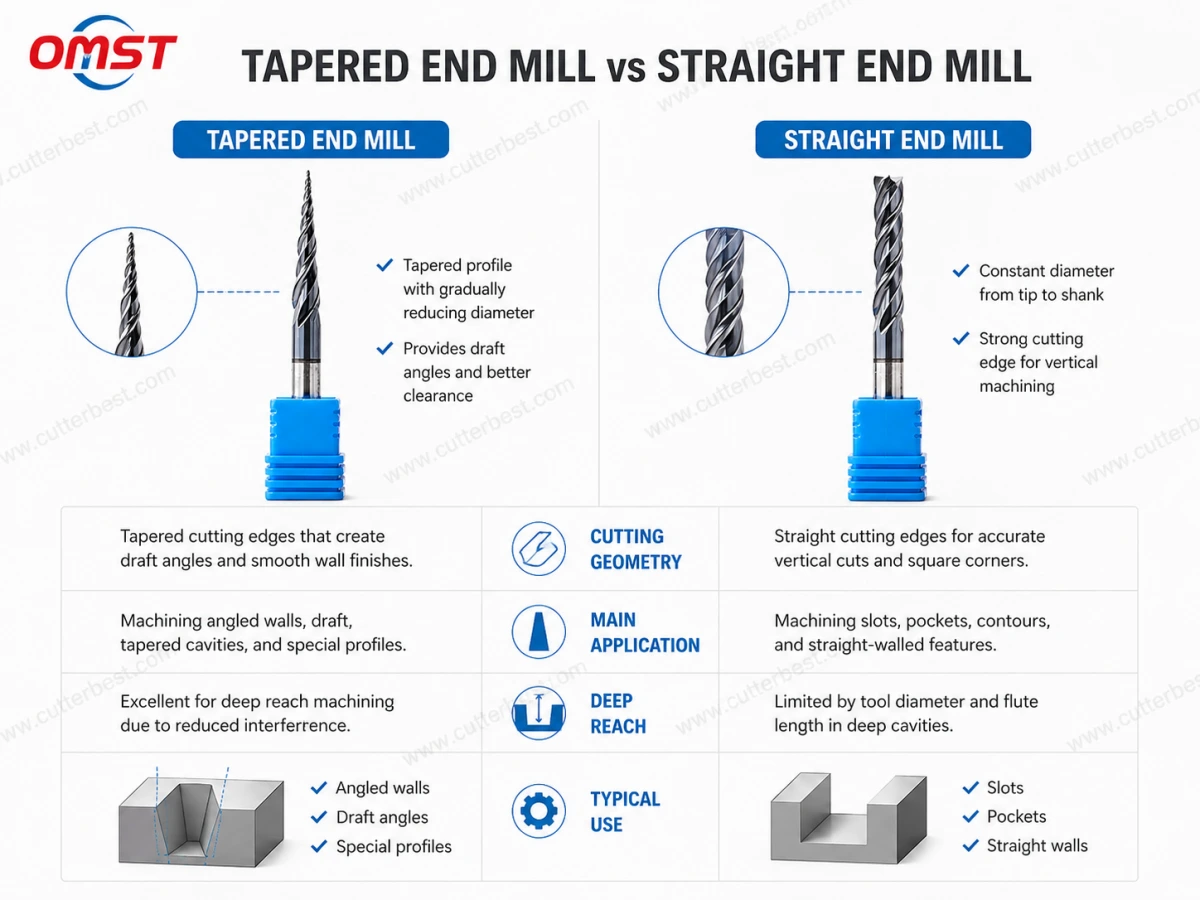
A tapered tool is usually preferred when the wall angle is part of the component design. В отличие, a straight end mill is normally selected for general slots, карманы, vertical sidewalls, and standard profile milling.
How to Choose a Tapered End Mill
Selecting a cutter only by the tip diameter is not enough. The complete geometry and machining conditions must be reviewed.
Confirm the Required Taper Angle
Первый, check the drawing and confirm how the angle is specified.
Some drawings show the angle on one side of the tool. Others show the complete included angle. Поэтому, this detail should be confirmed before production.
Also check whether the final wall requires:
- A constant taper
- A draft angle
- A curved transition
- A special profile
- A tolerance on the wall angle
Select the Tip and Maximum Cutter Diameters
The tip diameter affects the smallest feature that the tool can machine.
A smaller tip can enter fine details. Однако, it is also more sensitive to vibration, runout, and excessive cutting load.
The maximum cutter diameter must also fit the cavity opening and part geometry.
Choose the Correct End Geometry
The workpiece shape determines whether a flat end, сферический нос, radius end, or special profile is required.
| Workpiece Feature | Suggested End Geometry |
| Flat-bottom tapered slot | Tapered flat end |
| Curved mold cavity | Tapered ball nose |
| Filleted transition | Tapered radius end |
| Fine engraving | Micro tapered cutter |
| Non-standard form | Custom profile cutter |
Check the Flute Length and Tool Reach
Use the shortest flute length and overall length that can safely reach the machining area.
A longer tool increases access. Однако, it may also increase vibration and deflection. Поэтому, unnecessary tool extension should be avoided.
The holder should also grip as much of the shank as practical without contacting the workpiece.
Match the Flute Design to the Workpiece Material
Different materials require different cutting-edge and flute designs.
Например, aluminum usually needs sharp edges and sufficient chip space. Напротив, steel machining often requires stronger cutting edges and suitable wear resistance.
| Материал заготовки | General Selection Consideration |
| Aluminum and non-ferrous materials | Острые края, полированные флейты, and good chip evacuation |
| Углеродистая сталь | Suitable carbide grade and wear-resistant coating |
| Нержавеющая сталь | Sharp geometry, stable holding, and heat-resistant coating |
| Пресс-форма стальная | Good rigidity, controlled reach, and suitable coating |
| Cast iron | Wear-resistant geometry and stable cutting conditions |
| Закаленная сталь | High-rigidity setup, suitable carbide grade, and controlled parameters |
These recommendations are general. The exact tool should be selected according to material hardness, состояние машины, охлаждающая жидкость, and cutting operation.
Select the Carbide Grade and Coating
The coating should match the workpiece and cutting conditions.
Common options include:
- Uncoated carbide for sharp cutting and some non-ferrous applications
- TiAlN or AlTiN for suitable steel and higher-temperature operations
- TiSiN for selected hard-material applications
- DLC for aluminum and other non-ferrous materials
- Polished flutes for improved chip flow
Однако, no coating is ideal for every job. Before selecting one, consider cutting speed, охлаждающая жидкость, workpiece hardness, диаметр инструмента, and machining time.
Review Machine Rigidity and Tool Holding
Even the correct cutter may perform poorly if the machine or holder is unstable.
Check:
- Spindle condition
- Tool-holder runout
- Tool extension
- Зажим заготовки
- Coolant or air supply
- Feed rate
- Spindle speed
- Axial and radial cutting depth
For micro tools, runout should be controlled as closely as the equipment allows.
How to Use Tapered End Mills More Effectively
Correct operation is especially important when the cutter has a small tip or extended reach.
Minimize Tool Runout
Runout causes one cutting edge to remove more material than the others. Consequently, the load becomes uneven and the small tip may wear or break early.
Use a clean, accurate holder and inspect the spindle and collet regularly.
Use the Shortest Practical Tool Extension
Excessive overhang reduces rigidity. Поэтому, mount the tool with the shortest extension that still provides safe access to the workpiece.
Однако, make sure the holder does not contact the part or fixture.
Avoid Excessive Cutting Loads
Do not apply cutting parameters based only on the shank diameter. The small tip and local cutting diameter must also be considered.
Start with conservative parameters when machining a new material or profile. Затем, adjust the process after checking cutting sound, chip formation, tool wear, and surface quality.
Maintain Effective Chip Evacuation
Chips can collect inside deep cavities. If they are recut, surface quality may decline and cutting heat may increase.
Air, охлаждающая жидкость, or another suitable chip-removal method should be directed toward the cutting zone when practical.
Inspect the Tool and Finished Surface
Regular inspection can identify problems before tool failure occurs.
Look for:
- Edge wear
- Chipping
- Built-up material
- Uneven flute wear
- Vibration marks
- Poor surface finish
- Profile or dimensional changes
If these signs appear, review runout, tool extension, режущая нагрузка, покрытие, and chip evacuation.
What Information Is Needed for a Custom Tapered End Mill?
A complete drawing helps the tool manufacturer confirm whether a standard cutter can be used or whether a custom design is required.
Provide the following information:
- Workpiece material and hardness
- Required taper angle
- Whether the angle is single-side or included
- Tip diameter
- Maximum cutter diameter
- Длина канавки
- Габаритная длина
- Shank diameter
- Flat-end, ball-nose, radius-end, or custom profile
- Coating requirement
- Machine type
- Coolant condition
- Требуемое количество
- PDF, 2D, or 3D drawing
For non-standard cutter geometry, просмотреть наш пользовательские концевые фрезы.
You can also review our milling cutter types guide to compare different cutter designs and their applications.
Frequently Asked Questions
What Is a Tapered End Mill Used For?
A tapered end mill is used to machine draft angles, tapered walls, deep mold cavities, narrow grooves, 3D-контуры, engraving details, and non-standard profiles.
The exact application depends on the taper angle, tip diameter, end geometry, длина резки, and workpiece material.
Are Tapered End Mills Stronger Than Straight End Mills?
A tapered cutting section has more material behind the small tip. Поэтому, it may provide better rigidity than a straight tool with a similar tip diameter and reach.
Однако, actual strength still depends on the carbide grade, длина инструмента, tip size, holder runout, параметры резки, and workpiece material.
What Is the Difference Between a Tapered Flat End and a Tapered Ball Nose End Mill?
Machinists use a tapered flat end mill for flat-bottom features, tapered grooves, and angled sidewalls.
A tapered ball nose end mill has a rounded tip and is more suitable for curved surfaces, полости плесени, 3D-контуры, и отделочные операции.
Can Tapered End Mills Machine Hardened Steel?
Tapered end mills can machine hardened steel when the carbide grade, покрытие, tool geometry, жесткость машины, and cutting parameters are suitable.
Before production, confirm the material hardness and perform a controlled test cut.
How Is the Taper Angle Specified?
A drawing may specify the taper as either a single-side angle or a total included angle. Because drawing standards and customer descriptions can differ, confirm the angle definition before manufacturing the tool.
Can You Customize Tapered End Mills?
Да. We can customize the taper angle, tip diameter, maximum cutting diameter, end geometry, длина канавки, общая длина, диаметр хвостовика, carbide grade, покрытие, laser marking, and packaging according to the application.
Can You Order a Sample Before Production?
We can usually evaluate a sample order based on the cutter geometry, материал заготовки, покрытие, manufacturing difficulty, and required quantity.
Please provide a complete drawing before we confirm the tool design and quotation.
Заключение
Tapered end mills are used for draft angles, tapered sidewalls, полости плесени, deep profiles, tapered grooves, 3D-контуры, гравировка, and other detailed CNC applications.
Flat-end tools are suitable for flat-bottom and angled-wall features. Ball-nose designs are better for curved surfaces and mold finishing. Тем временем, micro tapered cutters are useful for narrow areas and fine details.
To select the correct tool, confirm the taper angle, tip diameter, maximum cutter diameter, end geometry, длина резки, материал заготовки, состояние машины, и требуемая обработка поверхности.
Send OMST your drawing, материал, required dimensions, применение механической обработки, и количество заказа. We can review the requirement and recommend or customize a suitable carbide tapered cutter for sample testing or production machining.