 หัวกัดที่มีความแม่นยํา,เครื่องมือตัดสําหรับเครื่องจักรกลซีเอ็นซีทุกวัสดุ
หัวกัดที่มีความแม่นยํา,เครื่องมือตัดสําหรับเครื่องจักรกลซีเอ็นซีทุกวัสดุ

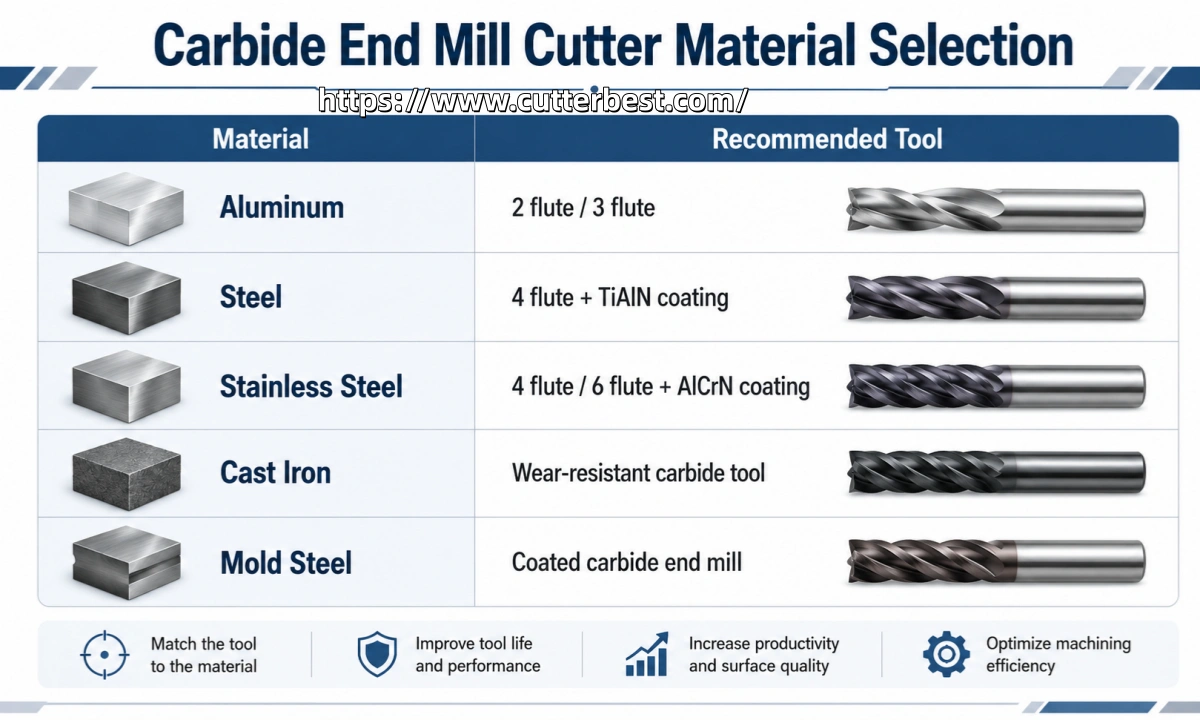
การเลือกหัวกัดดอกกัดคาร์ไบด์ที่เหมาะสมเป็นสิ่งสำคัญสำหรับการกัด CNC ที่มีความเสถียร, พื้นผิวที่ดีขึ้น, และอายุการใช้งานเครื่องมือยาวนานขึ้น. วัสดุชิ้นงานที่แตกต่างกันจะต้องมีหมายเลขขลุ่ยที่แตกต่างกัน, การเคลือบ, คมตัด, และเรขาคณิตของเครื่องมือ.
ตัวอย่างเช่น, อะลูมิเนียมต้องการการคายเศษที่ราบรื่น. เหล็กต้องการความแข็งแกร่งและความทนทานต่อการสึกหรอสูงกว่า. สแตนเลสสร้างความร้อนในการตัดได้มากขึ้น, ดังนั้นความเสถียรของการเคลือบผิวและการยึดจับจึงมีความสำคัญมากขึ้น. ดังนั้น, การออกแบบเครื่องมือแบบเดียวไม่สามารถใช้ได้กับทุกสภาพการตัดเฉือน.
ในคู่มือนี้, เราจะอธิบายวิธีเลือกหัวกัดดอกกัดคาร์ไบด์สำหรับอะลูมิเนียม, เหล็ก, สแตนเลส, เหล็กหล่อ, และการขึ้นรูปแม่พิมพ์. หากคุณต้องการเครื่องมือมาตรฐานหรือแบบกำหนดเอง, คุณยังสามารถเยี่ยมชมของเรา เครื่องตัดดอกเอ็นมิลคาร์ไบด์.
เหตุใดวัสดุจึงมีความสำคัญเมื่อเลือกคัตเตอร์ดอกเอ็นมิลล์คาร์ไบด์
วัสดุชิ้นงานถือเป็นปัจจัยที่สำคัญที่สุดประการหนึ่งในการเลือกดอกเอ็นมิลล์. วัสดุแต่ละชนิดมีความแข็งต่างกัน, พฤติกรรมของชิป, ตัดความร้อน, และข้อกำหนดการตกแต่งพื้นผิว.
โลหะอ่อน, เช่นอลูมิเนียมและทองแดง, ต้องการการกำจัดเศษอย่างรวดเร็ว. วัสดุที่แข็งกว่า, เช่นเหล็กและเหล็กหล่อ, ต้องการคมตัดที่แข็งแรงขึ้นและทนต่อการสึกหรอได้ดีขึ้น. ขณะเดียวกัน, สแตนเลสสามารถสร้างความร้อนได้มากขึ้นในระหว่างการตัด. ส่งผลให้, การเคลือบผิวและความแข็งแกร่งของเครื่องมือมีความสำคัญมากขึ้น.
ก่อนที่จะเลือกเครื่องมือ, คุณควรยืนยัน:
- วัสดุชิ้นงาน
- การดำเนินการตัด
- พื้นผิวที่ต้องการ
- ความลึกของการตัด
- ความแข็งแกร่งของเครื่องจักร
- ความแม่นยำของด้ามจับเครื่องมือ
- สภาพความเย็นหรือการเป่าลม
ซึ่งจะช่วยลดการแตกหักของเครื่องมือ, การสั่นสะเทือน, การอพยพของเศษไม่ดี, และการตัดไม่มั่นคง.
เครื่องตัดดอกเอ็นมิลล์คาร์ไบด์สำหรับอะลูมิเนียม
อลูมิเนียมมีความนุ่ม, แต่อาจเกาะติดกับคมตัดได้หากรูปทรงของเครื่องมือไม่เหมาะสม. ดังนั้น, การคายเศษถือเป็นประเด็นหลักในการเลือกดอกเอ็นมิลล์สำหรับอะลูมิเนียม.
สำหรับงานอะลูมิเนียม, 2-โดยทั่วไปจะใช้ดอกเอ็นมิลล์คาร์ไบด์ฟลุตหรือ 3 ฟลุต. ให้พื้นที่ชิปมากขึ้นและช่วยขจัดเศษได้อย่างรวดเร็วในระหว่างการกัด CNC ความเร็วสูง.
คุณสมบัติเครื่องมือที่แนะนำสำหรับอะลูมิเนียม
ดอกกัดอะลูมิเนียมที่ดีควรมีคมตัดที่คม, พื้นที่ขลุ่ยขนาดใหญ่, และการไหลของเศษเรียบ. ในหลายกรณี, มุมเกลียวสูงยังช่วยปรับปรุงประสิทธิภาพการตัดและผิวสำเร็จได้อีกด้วย.
สำหรับอะลูมิเนียม, คุณสามารถพิจารณาได้:
- 2 ขลุ่ยหรือ 3 การออกแบบขลุ่ย
- คมตัดที่คมชัด
- มุมเกลียวสูง
- พื้นผิวขลุ่ยขัดเงา
- การเคลือบอโลหะที่ไม่เคลือบผิวหรือเหมาะสม
- การออกแบบการกำจัดเศษที่ดี
หากชิ้นงานหลักของคุณคืออะลูมิเนียม, คุณยังสามารถตรวจสอบของเรา 2 ดอกเอ็นมิลล์ขลุ่ย.
คัตเตอร์ดอกเอ็นมิลล์คาร์ไบด์สำหรับเหล็กกล้า
การตัดเฉือนเหล็กกล้ามักต้องการความแข็งแกร่งที่ดีกว่า, คมตัดที่แข็งแกร่งยิ่งขึ้น, และทนต่อการสึกหรอได้อย่างมั่นคง. เมื่อเทียบกับอลูมิเนียม, เหล็กทำให้เกิดแรงตัดมากขึ้นและการสึกหรอของเครื่องมือสูงขึ้น.
สำหรับงานเหล็กทั่วไป, 4-ดอกเอ็นมิลล์คาร์ไบด์ฟลุตมักเป็นตัวเลือกที่ใช้งานได้จริง. ซึ่งให้ความสมดุลที่ดีระหว่างความแข็งแรงของเครื่องมือ, การตกแต่งพื้นผิว, และความเสถียรในการตัด.
คุณสมบัติเครื่องมือที่แนะนำสำหรับเหล็กกล้า
สำหรับเหล็ก, เครื่องตัดควรมีความแข็งแรงของคมตัดเพียงพอและมีการเคลือบที่เหมาะสม. การเคลือบ TiAlN หรือ AlTiN มักใช้เนื่องจากช่วยเพิ่มการต้านทานความร้อนและอายุการใช้งานของเครื่องมือ.
สำหรับการกลึงเหล็กกล้า, คุณสามารถพิจารณาได้:
- 4 การออกแบบขลุ่ย
- วัสดุคาร์ไบด์ที่เป็นของแข็ง
- การเคลือบ TiAlN หรือ AlTiN
- คมตัดที่แข็งแกร่ง
- การตั้งค่าที่จับเครื่องมือที่มั่นคง
- ฟีดและความเร็วที่ถูกต้อง
สำหรับงานกัดเหล็กและการกัดทั่วไปมากขึ้น, คุณสามารถตรวจสอบของเรา 4 ดอกเอ็นมิลล์ขลุ่ย.
คัตเตอร์ ดอกเอ็นมิลล์ คาร์ไบด์ สำหรับ สเตนเลส
สแตนเลสนั้นตัดเฉือนได้ยากกว่าอลูมิเนียมหรือเหล็กกล้าคาร์บอนทั่วไป. สามารถสร้างความร้อนได้อย่างรวดเร็วและอาจจะทำให้ชิ้นงานแข็งตัวได้หากสภาพการตัดไม่เสถียร.
ดังนั้น, เครื่องมือจะต้องมีความแข็งแกร่งที่ดี, ทนความร้อน, และความแข็งแกร่งของขอบ. นอกจากนี้, การยึดจับที่มั่นคงและพารามิเตอร์การตัดที่เหมาะสมมีความสำคัญมาก.
คุณสมบัติเครื่องมือที่แนะนำสำหรับสแตนเลส
สำหรับการตัดสแตนเลส, โดยทั่วไปจะแนะนำให้ใช้ดอกกัดคาร์ไบด์เคลือบ. การเคลือบที่เหมาะสมสามารถลดผลกระทบจากความร้อนและช่วยยืดอายุการใช้งานของเครื่องมือได้.
สำหรับสแตนเลส, คุณสามารถพิจารณาได้:
- 4 ดอกเอ็นมิลล์คาร์ไบด์สำหรับงานกัดทั่วไป
- 5 ขลุ่ยหรือ 6 การออกแบบร่องเพื่อการตกแต่งที่มั่นคง
- การเคลือบ TiAlN หรือ AlCrN
- ที่วางเครื่องมือแบบแข็ง
- ระยะยื่นของเครื่องมือสั้นลง
- การระบายความร้อนหรือการเป่าลมที่เหมาะสม
สำหรับการเก็บผิวละเอียดที่มั่นคงและการตัดเฉือนวัสดุที่มีความแข็งมากขึ้น, คุณสามารถตรวจสอบของเรา 6 ดอกเอ็นมิลล์ขลุ่ย.
เครื่องตัดดอกเอ็นมิลล์คาร์ไบด์สำหรับเหล็กหล่อ
เหล็กหล่อสามารถมีฤทธิ์กัดกร่อนได้, ดังนั้นความต้านทานต่อการสึกหรอจึงมีความสำคัญมาก. ชิปของมันมักจะสั้นและมีลักษณะคล้ายผง, ซึ่งทำให้สภาพการตัดแตกต่างจากอลูมิเนียมหรือสแตนเลส.
สำหรับการกลึงเหล็กหล่อ, หัวกัดควรมีความแข็งแรงของคมตัดที่แข็งแกร่งและทนทานต่อการสึกหรอได้ดี. การเคลือบที่เหมาะสมยังช่วยยืดอายุการใช้งานของเครื่องมือได้อีกด้วย.
คุณสมบัติเครื่องมือที่แนะนำสำหรับเหล็กหล่อ
สำหรับเหล็กหล่อ, เลือกดอกกัดคาร์ไบด์ที่มีรูปทรงที่มั่นคงและคมตัดที่แข็งแกร่ง. หลีกเลี่ยงการออกแบบขอบที่ไม่แข็งแรงหากสภาพการตัดหนัก.
คุณสามารถพิจารณาได้:
- วัสดุคาร์ไบด์ที่เป็นของแข็ง
- การออกแบบขอบที่แข็งแกร่ง
- เคลือบทนต่อการสึกหรอ
- พารามิเตอร์การตัดที่มั่นคง
- ความแข็งแกร่งของเครื่องจักรที่ดี
- การควบคุมฝุ่นและเศษอย่างเหมาะสม
ซึ่งจะช่วยลดการสึกหรอของคมตัดและช่วยให้กระบวนการกัดมีเสถียรภาพมากขึ้น.

เครื่องตัดดอกเอ็นมิลล์คาร์ไบด์สำหรับการตัดเฉือนแม่พิมพ์
การตัดเฉือนแม่พิมพ์มักต้องการความแม่นยำสูง, พื้นผิวเรียบ, และความเสถียรของเครื่องมือที่ดี. คุณสมบัติของแม่พิมพ์ที่แตกต่างกันอาจต้องใช้ดอกเอ็นมิลล์ประเภทที่แตกต่างกัน.
ดอกเอ็นมิลแบบเรียบเหมาะสำหรับการกัดผิวเรียบและการกัดข้าง. ดอกเอ็นมิลล์บูลโนสมีประโยชน์เมื่อต้องการความแข็งแรงของมุมและรัศมีมุม. ดอกเอ็นมิลแบบบอลโนสมักใช้สำหรับการตกแต่งรูปร่างแบบ 3 มิติและการตกแต่งโพรงแม่พิมพ์.
ประเภทเครื่องมือที่แนะนำสำหรับงานแม่พิมพ์
สำหรับการตัดแต่งขึ้นรูปด้วยเครื่องจักร แม่พิมพ์, เลือกเครื่องมือตามรูปร่างของการตัดเฉือน:
- ดอกเอ็นมิลล์แบบแบนสำหรับพื้นผิวเรียบและร่อง
- เอ็นด์มิลล์บูลโนสสำหรับรัศมีมุมและคมตัดที่แข็งแรงกว่า
- ดอกเอ็นมิลล์บอลโนสสำหรับเส้นโค้ง 3 มิติและการเก็บผิวละเอียดคาวิตี้
- ดอกเอ็นมิลล์คอยาวสำหรับพื้นที่ลึก
- ดอกเอ็นมิลล์คาร์ไบด์เคลือบสำหรับเหล็กแม่พิมพ์ที่แข็งกว่า
สำหรับการตัดแต่งขึ้นรูปด้วยเครื่องจักร รัศมีมุม, คุณสามารถตรวจสอบของเรา ดอกเอ็นมิลล์บูลโนส.
สำหรับการตกแต่งพื้นผิว 3 มิติ, คุณสามารถตรวจสอบของเรา ดอกเอ็นมิลจมูกบอล.
วิธีการเลือกหมายเลขฟลุต, การเคลือบ, และเรขาคณิต
หัวกัดดอกเอ็นมิลล์คาร์ไบด์ควรเหมาะสมกับวัสดุและการทำงานของเครื่องจักร. ตารางด้านล่างให้คำแนะนำการเลือกอย่างง่าย.
| ปัจจัยการคัดเลือก | ทางเลือกที่แนะนำ |
|---|---|
| อลูมิเนียม | 2 ขลุ่ยหรือ 3 ขลุ่ย, ขอบคม, การอพยพของชิปที่ดี |
| เหล็กกล้า | 4 ขลุ่ย, คาร์ไบด์เคลือบ, การออกแบบขอบที่แข็งแกร่งยิ่งขึ้น |
| สแตนเลส | 4 ขลุ่ยสำหรับงานกัดทั่วไป, 5 หรือ 6 ขลุ่ยเพื่อการตกแต่งที่มั่นคง |
| เหล็กหล่อ | การเคลือบที่ทนต่อการสึกหรอและคมตัดที่แข็งแกร่ง |
| แม่พิมพ์เหล็ก | ดอกเอ็นมิลล์คาร์ไบด์เคลือบที่มีความแข็งแกร่งสูง |
| การกัดหยาบ | ขอบที่แข็งแกร่งยิ่งขึ้น, การกำจัดชิปที่ดี, การออกแบบขลุ่ยที่เหมาะสม |
| ตกแต่ง | เรขาคณิตที่มั่นคง, พื้นผิวที่ดีขึ้น, การเคลือบที่ถูกต้อง |
| การกัดพ็อกเก็ตลึก | ส่วนยื่นสั้นลงหากเป็นไปได้, การออกแบบคอยาวเมื่อจำเป็น |
| การเคลือบ | TiAlN, อัลทิน, อัลซีอาร์เอ็น, เนื้อหาดาวน์โหลด, หรือการเคลือบแบบกำหนดเองตามวัสดุ |
หัวกัดที่ดีที่สุดไม่ได้ตัดสินจากเส้นผ่านศูนย์กลางเท่านั้น. คุณต้องพิจารณาหมายเลขฟลุตด้วย, การเคลือบ, ความยาวตัด, ความแข็งแกร่งของเครื่องมือ, และเป้าหมายสุดท้ายของการตัดเฉือน.
ข้อผิดพลาดทั่วไปเมื่อเลือกหัวกัดคาร์ไบด์
ปัญหาเครื่องมือหลายอย่างมาจากการเลือกเครื่องมือที่ไม่ดีมากกว่าคุณภาพเครื่องมือที่ไม่ดี. ดังนั้น, สิ่งสำคัญคือต้องหลีกเลี่ยงข้อผิดพลาดทั่วไปก่อนการตัดเฉือน.
ใช้เครื่องตัดแบบเดียวกันสำหรับวัสดุทุกชนิด
ดอกเอ็นมิลล์คาร์ไบด์ตัวเดียวไม่สามารถทำงานได้ดีกับอะลูมิเนียมเท่ากัน, เหล็ก, สแตนเลส, และเหล็กหล่อ. วัสดุแต่ละชนิดจำเป็นต้องมีการออกแบบเครื่องมือที่แตกต่างกัน.
ไม่สนใจการอพยพของชิป
การคายเศษที่ไม่ดีอาจทำให้เกิดความร้อนได้, การสั่นสะเทือน, และการแตกหักของเครื่องมือ. นี่เป็นสิ่งสำคัญอย่างยิ่งสำหรับอะลูมิเนียมและการกัดร่องลึก.
การเลือกการเคลือบผิด
สารเคลือบบางชนิดทำงานได้ดีกับเหล็กและสแตนเลส, ในขณะที่วัสดุอื่นๆ จะดีกว่าสำหรับวัสดุที่ไม่ใช่เหล็ก. การเคลือบที่ไม่ถูกต้องอาจลดประสิทธิภาพของเครื่องมือ.
การใช้ระยะยื่นของเครื่องมือมากเกินไป
ระยะยื่นของเครื่องมือยาวสามารถเพิ่มการสั่นสะท้านและลดความแม่นยำได้. เพื่อความมั่นคงที่ดีขึ้น, ใช้ความยาวเครื่องมือที่สั้นที่สุดที่เป็นไปได้สำหรับระยะกินลึก.
เปรียบเทียบราคาเท่านั้น
หัวกัดที่ถูกกว่าอาจไม่ลดต้นทุนการตัดเฉือนโดยรวมได้ หากสึกหรอเร็วหรือทำให้การตัดไม่มั่นคง. อายุการใช้งานของเครื่องมือ, การตกแต่งพื้นผิว, และควรคำนึงถึงประสิทธิภาพการผลิตด้วย.
คำถามที่ถามบ่อย
หัวกัดดอกกัดคาร์ไบด์ชนิดใดที่เหมาะกับอะลูมิเนียมมากที่สุด?
สำหรับอะลูมิเนียม, 2-แนะนำให้ใช้ดอกเอ็นมิลล์คาร์ไบด์แบบร่องหรือแบบ 3 ร่อง. ช่วยให้การคายเศษดีขึ้น และช่วยลดการสะสมเศษระหว่างการตัดด้วยความเร็วสูง.
ดอกเอ็นมิลคาร์ไบด์แบบไหนที่เหมาะกับเหล็ก?
สำหรับเหล็ก, 4-โดยทั่วไปจะใช้ดอกกัดคาร์ไบด์ร่องฟันที่มีการเคลือบ TiAlN หรือ AlTiN. พวกมันมีความแข็งแกร่งที่ดีกว่า, ความต้านทานการสึกหรอ, และความเสถียรในการตัด.
ดอกเอ็นมิลล์คาร์ไบด์สามารถตัดสแตนเลสได้?
ใช่. ดอกเอ็นมิลล์คาร์ไบด์สามารถตัดเหล็กสเตนเลสได้, แต่คัตเตอร์ควรมีความแข็งแกร่งที่ดี, การเคลือบที่เหมาะสม, และพารามิเตอร์การตัดที่มั่นคง. การระบายความร้อนหรือการเป่าลมอย่างเหมาะสมสามารถช่วยได้เช่นกัน.
ฉันควรเลือกการเคลือบแบบใดสำหรับดอกกัดคาร์ไบด์?
TiAlN, อัลทิน, และการเคลือบ AlCrN มักใช้กับเหล็กและสแตนเลส. อาจใช้ DLC หรือสารเคลือบพิเศษสำหรับวัสดุที่ไม่ใช่เหล็ก. การเคลือบผิวที่ดีที่สุดขึ้นอยู่กับชิ้นงานและสภาพการตัด.
ฉันสามารถสั่งซื้อหัวกัดคาร์ไบด์แบบสั่งทำได้หรือไม่?
ใช่. หัวกัดคาร์ไบด์แบบสั่งทำสามารถผลิตได้ตามแบบของคุณ, เส้นผ่านศูนย์กลาง, ความยาวขลุ่ย, ความยาวโดยรวม, การเคลือบ, มุมเกลียว, และวัสดุในการทำงาน.
คำแนะนำที่เกี่ยวข้อง
หากต้องการข้อมูลเพิ่มเติมเกี่ยวกับดอกเอ็นมิลคาร์ไบด์และการเลือกเครื่องมือ, คุณอาจจะอ่านก็ได้:
2 ขลุ่ยกับ 4 ขลุ่ยกับ 6 ดอกเอ็นมิลล์ขลุ่ย
ต้องการความช่วยเหลือในการเลือกคัตเตอร์ดอกเอ็นมิลล์คาร์ไบด์?
การเลือกหัวกัดดอกกัดคาร์ไบด์ที่เหมาะสมนั้นขึ้นอยู่กับวัสดุของคุณ, สภาพเครื่อง, การดำเนินการตัด, และพื้นผิวที่ต้องการ.
Cutterbest จำหน่ายหัวกัดคาร์ไบด์มาตรฐานและแบบกำหนดเองสำหรับเหล็ก, สแตนเลส, อลูมิเนียม, เหล็กหล่อ, และการขึ้นรูปแม่พิมพ์. ส่งรูปวาดของคุณมาให้เรา, ขนาด, ความต้องการการเคลือบ, หรือวัสดุชิ้นงาน, และทีมงานของเราสามารถช่วยแนะนำโซลูชันเครื่องมือที่เหมาะสมได้.
สำรวจของเรา เครื่องตัดดอกกัดคาร์ไบด์แบบกำหนดเอง.