 정밀 밀링 커터,모든 재료를 가공하는 CNC용 절삭 공구
정밀 밀링 커터,모든 재료를 가공하는 CNC용 절삭 공구

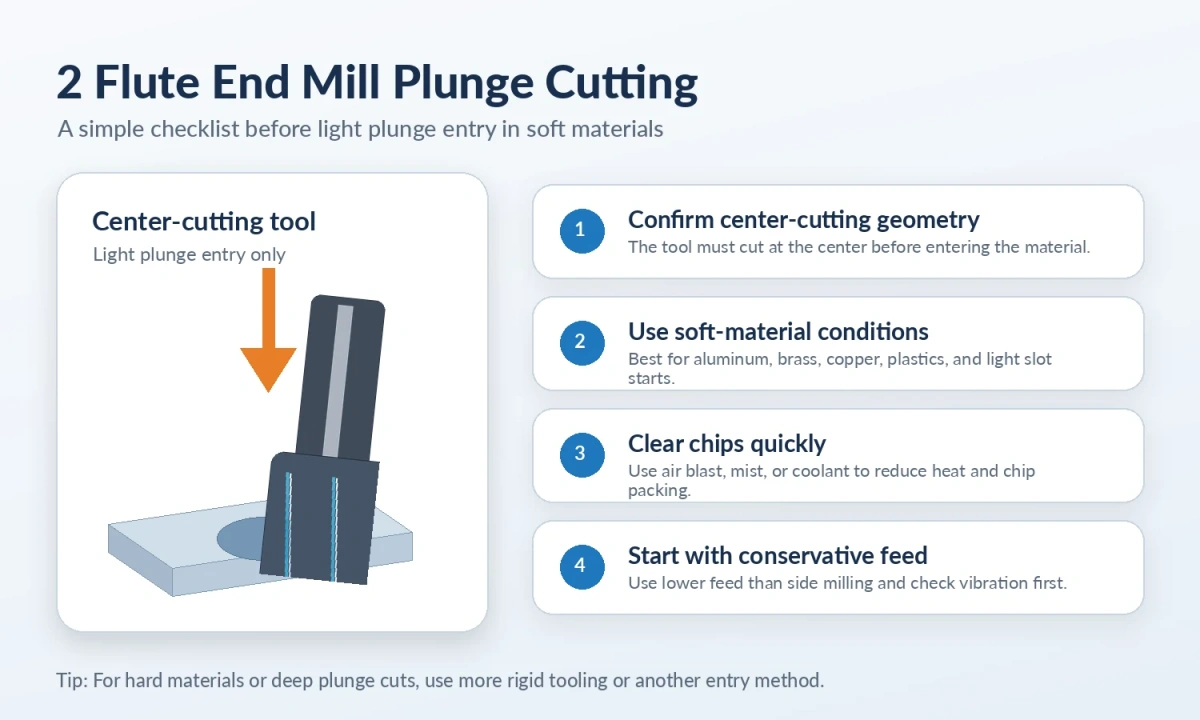
예, 엔드밀로 뛰어들 수 있다, 하지만 도구는 재료와 일치해야 합니다, 플루트 디자인, 그리고 절단상태. 센터 커팅 2 플루트 엔드밀은 알루미늄의 가벼운 플런지 절단에 적합한 경우가 많습니다., 놋쇠, 구리, 플라스틱, 그리고 다른 부드러운 소재. 하지만, 단단한 재료의 경우, 깊은 플런지 컷, 또는 불안정한 설정, 다른 절단 방법이나 도구 디자인이 더 안전할 수 있습니다..
알루미늄 슬로팅용 커터가 필요한 경우, 가벼운 플런지 진입, 또는 부드러운 소재의 CNC 가공, 당신은 또한 우리를 확인할 수 있습니다 2 플루트 엔드밀 제품 페이지.
왜 할 수 있는가? 2 플루트 엔드밀 플런지 컷?
에이 2 플루트 엔드밀은 플루트가 높은 많은 공구보다 플루트 공간이 더 넓습니다.. 이 때문에, 플런지 진입 및 슬로팅 중에 칩이 절삭 영역에서 더 쉽게 벗어날 수 있습니다..
부드러운 재료에서는 더 큰 칩이 생성되는 경우가 많기 때문에 이는 중요합니다.. 칩이 절삭 영역에서 원활하게 빠져나가지 못하는 경우, 열, 마찰, 진동, and tool wear may increase.
Another important factor is tool geometry. In most cases, 에이 center-cutting end mill is required for plunge cutting. Without proper center-cutting geometry, the tool may not enter the material safely or smoothly.
게다가, 에이 2 flute tool often creates lower cutting load in many plunge applications. 결과적으로, it is commonly used for controlled plunge entry in aluminum and other soft materials. If you want to learn more about common applications, 당신은 또한 우리의 읽을 수 있습니다 은 무엇입니까? 2 플루트 엔드밀에 사용됨 가이드.
Best Materials for Plunge Cutting With a 2 플루트 엔드밀
에이 2 flute end mill is usually a practical choice for plunge cutting when the material is:
- 알류미늄
- 놋쇠
- 구리
- 플라스틱
- 복합재
Typical plunge cutting uses include:
- Light plunge entry
- Shallow slot starts
- Pocket milling entry
- Roughing in soft materials
- CNC machining where chip evacuation is important
For these applications, 에이 2 플루트 커터는 동일한 연질 소재 환경에서 사용되는 고플루트 공구보다 더 부드러운 칩 흐름과 더 안정적인 절삭 성능을 제공할 수 있습니다..
빠른 비교표: 언제인가? 2 플루트 엔드밀은 좋은 선택입니다?
| 신청조건 | 2 플루트 엔드밀 | 왜 |
|---|---|---|
| 알루미늄 플런지 입구 | 추천 | 더 나은 칩 배출 |
| 황동 또는 구리 슬롯 시작 | 추천 | 칩 패킹 위험 감소 |
| 플라스틱 포켓 입구 | 추천 | 더 부드러운 칩 흐름 |
| 경화강 플런지 절단 | 권장되지 않음 | 이 용도에서는 강성이 낮습니다. |
| 어려운 소재에 깊이 빠져들다 | 주의하세요 | 열과 칩 제거가 더욱 중요해짐 |
| 정밀한 마무리 작업 | 일반적으로 이상적이지 않음 | 표면 마감이 가장 큰 장점이 아닐 수도 있습니다. |
언제 플런지 절단을 피해야 합니까? 2 플루트 엔드밀?
에이 2 플루트 엔드밀이 플런지 절단에 항상 최선의 옵션은 아닙니다..
그럴 때는 더욱 조심해야 합니다.:
- 경화강 가공
- 열이 많이 발생하는 스테인레스 스틸 절단
- 매우 미세한 표면 마감이 필요함
- 매우 깊은 플런지 컷 만들기
- 비중심 절단 도구 사용
- 기계 강성이 낮거나 공구 오버행이 긴 작업
이러한 상황에서는, 절삭 안정성이 감소하고 공구 마모가 증가할 수 있습니다..
더 단단한 재료의 경우, 에이 4 플루트 디자인은 더 나은 강성을 제공할 수 있습니다. 4 플루트 엔드밀 제품 페이지는 여기:
부드러운 소재의 안전한 시작 매개변수
알루미늄이나 황동과 같은 부드러운 소재용, 일반적으로 보수적인 플런지 설정으로 시작한 다음 기계 강성에 따라 조정하는 것이 좋습니다., 공구 직경, 칩 배출.
실용적인 시작 접근 방식은 다음과 같습니다.:
- 사이드 밀링보다 낮은 이송을 사용하십시오.
- 플런지 깊이를 보수적으로 유지하세요.
- 에어 블래스트를 사용하세요, 안개, 또는 필요할 때 적합한 냉각수
- 칩이 원활하게 제거되는지 확인하십시오.
- 공구 오버행이 긴 경우 공격적인 진입을 피하십시오.
모든 설정에 하나의 고정된 숫자를 적용하는 대신, 일반적으로 테스트 컷이 더 안전한 선택입니다.. 특히 재료가 중요하기 때문에, 기계, 스핀들 상태, 커터 형상은 모두 다를 수 있습니다..
부드러운 소재에 대한 권장 시작 가이드
| 재료 | 출품 스타일 | 접근 시작 |
|---|---|---|
| 알류미늄 | Light plunge entry | 사이드 밀링보다 낮은 이송, 칩을 빠르게 제거하세요 |
| 놋쇠 | 제어된 플런지 | 보수적인 깊이, 안정적인 설정 |
| 구리 | 얕은 진입 | 열과 칩 흐름을 주의 깊게 관찰하세요. |
| 플라스틱 | 가벼운 플런지 또는 포켓 진입 | 칩 축적과 과도한 열을 피하십시오 |
| 복합재 | 주의해서 사용하세요 | 공구 형상 및 기계 안정성 확인 |
2 플루트 대 4 플런지 절단용 플루트

플런지 절단용, a와 가장 큰 차이점은 2 플루트와 4 플루트 엔드밀은 칩 공간 대 강성.
에이 2 플루트 엔드밀 종종 더 나은 경우가 있습니다:
- 칩 배출이 가장 중요합니다
- 소재가 부드러워요
- 작업에는 슬로팅 또는 황삭이 포함됩니다.
- 플런지 진입이 얕고 제어됨
에이 4 플루트 엔드밀 종종 더 나은 경우가 있습니다:
- 재질이 더 단단해요
- 더 강성이 필요합니다
- 표면 마감이 더 중요합니다
- 황삭보다 정삭에 가까운 작업입니다.
더 폭넓은 비교를 위해, 당신은 또한 우리의 읽을 수 있습니다 2 플루트 대 4 플루트 엔드밀 가이드.
플런지 절단 성공률을 높이는 방법
센터 커팅 도구 사용
플런지 진입에는 일반적으로 중앙 절단 설계가 필요합니다.. 그러므로, 가공하기 전에 항상 공구 형상을 확인해야 합니다.
제어 도구 돌출부
오버행이 짧을수록 일반적으로 안정성이 향상되고 플런지 진입 시 진동이 줄어듭니다..
도구를 재료와 일치시키세요
에이 2 플루트 커터는 일반적으로 알루미늄 및 부드러운 재료에 더 적합합니다.. 더 단단한 금속용, 다른 플루트 디자인이 더 잘 어울릴 수도 있습니다..
보수적으로 시작하세요
가벼운 플런지 설정으로 시작한 다음 칩 배출을 확인한 후 조정하는 것이 좋습니다., 자르는 소리, 진동, 그리고 도구 마모.
FAQ
모두 가능 2 플루트 엔드밀 플런지 컷?
아니요. 일반적으로 중앙 절단 형상이 필요합니다.. 일부 2 flute end mills are suitable for plunge entry, while others are not.
Is a 2 flute end mill good for aluminum plunge cutting?
많은 경우, 예. 에이 2 flute end mill is often a good choice for aluminum because it offers better chip space and smoother chip evacuation.
Is a 4 flute end mill better than a 2 플런지 절삭용 플루트 엔드밀?
Not always. 에이 4 flute tool usually offers more rigidity, but a 2 flute tool is often better in soft materials where chip evacuation is critical.
What should I check before plunge cutting?
You should check the material, 플루트 디자인, center-cutting geometry, overhang, entry depth, and chip evacuation before starting.
Need a 2 Flute End Mill for Aluminum or Soft Materials?
If you need a center-cutting 2 flute end mill for aluminum, 놋쇠, 구리, 플라스틱, 슬로팅, or light plunge entry, we can help you choose a suitable carbide tool design.
Check our 2 플루트 엔드밀 제품 페이지는 여기.
Related guides:
결론
그래서, 너 뛰어들 수 있니? 2 플루트 엔드밀?
예 — 하지만 주로 올바른 재료와 올바른 설정을 사용합니다.. 알루미늄, 놋쇠, 구리, 플라스틱, 그리고 다른 부드러운 소재, 에이 2 플루트 엔드밀은 가벼운 플런지 절단에 실용적인 옵션이 될 수 있습니다., 슬롯 시작, 황삭 진입.
하지만, 플런지 절단은 항상 커터 형상과 일치해야 합니다., 절단 조건, 및 재료 유형. 더 단단한 재료나 더 높은 강성을 포함하는 경우, 더 높은 플루트 도구가 더 나은 옵션일 수 있습니다..
그래서, 너 뛰어들 수 있니? 2 플루트 엔드밀?
예, 하지만 주로 올바른 재료와 올바른 설정을 사용합니다.. 알루미늄, 놋쇠, 구리, 플라스틱, 그리고 다른 부드러운 소재, 센터 커팅 2 플루트 커터는 가벼운 플런지 절단에 실용적인 옵션이 될 수 있습니다., 슬롯 시작, 황삭 진입.
하지만, 플런지 절단은 항상 커터 형상과 일치해야 합니다., 절단 조건, 및 재료 유형. 재료가 더 단단하거나 더 높은 강성이 필요한 경우, 더 높은 플루트 도구나 다른 진입 방법이 더 나은 선택일 수 있습니다..