 Fraise de précision,Outils de coupe pour l’usinage CNC de chaque matériau
Fraise de précision,Outils de coupe pour l’usinage CNC de chaque matériau

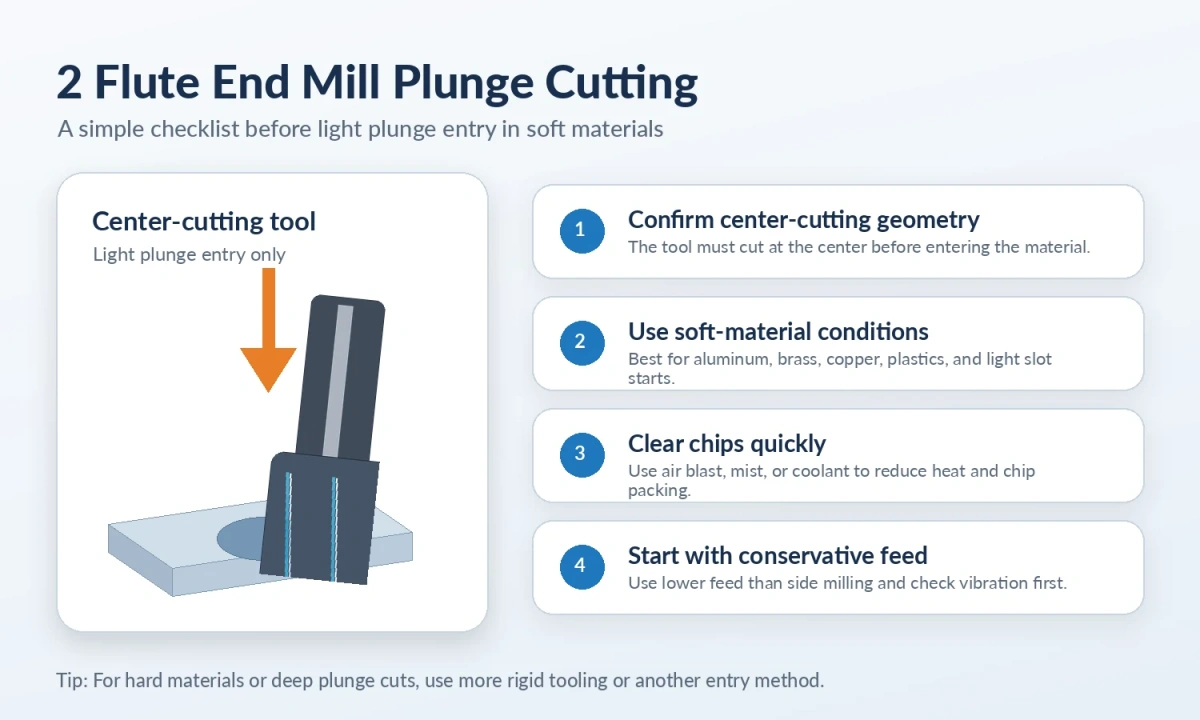
Oui, tu peux plonger avec une fraise en bout, mais l'outil doit correspondre au matériau, conception de flûte, et état de coupe. Une coupe centrale 2 La fraise à cannelure est souvent adaptée à la coupe en plongée légère dans l'aluminium., laiton, cuivre, plastiques, et autres matériaux souples. Cependant, pour matériaux durs, coupes plongeantes profondes, ou configurations instables, une méthode de coupe ou une conception d'outil différente peut être plus sûre.
Si vous avez besoin d'un cutter pour les rainures en aluminium, entrée légère en plongée, ou usinage CNC de matériaux souples, vous pouvez également consulter notre 2 fraise à cannelure fiche produit.
Pourquoi un 2 Coupe plongeante de fraise en bout de cannelure?
UN 2 La fraise à cannelures a plus d'espace pour les cannelures que de nombreux outils à cannelures plus hautes. À cause de ça, les copeaux peuvent quitter la zone de coupe plus facilement lors de l'entrée en plongée et du rainurage.
Ceci est important dans les matériaux mous car ils produisent souvent des copeaux plus gros.. Si les copeaux ne peuvent pas quitter la zone de coupe en douceur, chaleur, frottement, vibration, et l'usure des outils peut augmenter.
Un autre facteur important est la géométrie de l'outil. Dans la plupart des cas, un fraise en bout à coupe centrale est nécessaire pour la coupe en plongée. Sans géométrie de coupe centrale appropriée, l'outil peut ne pas pénétrer dans le matériau en toute sécurité ou en douceur.
En outre, un 2 l'outil à flûte crée souvent une charge de coupe inférieure dans de nombreuses applications de plongée. Par conséquent, il est couramment utilisé pour l'entrée en plongée contrôlée dans l'aluminium et d'autres matériaux souples. Si vous souhaitez en savoir plus sur les applications courantes, vous pouvez également lire notre qu'est-ce qu'un 2 fraise en bout de cannelure utilisée pour guide.
Meilleurs matériaux pour la coupe en plongée avec un 2 Fraise en bout de cannelure
UN 2 La fraise à cannelure est généralement un choix pratique pour la coupe en plongée lorsque le matériau est:
- Aluminium
- Laiton
- Cuivre
- Plastiques
- Matériaux composites
Les utilisations typiques de la coupe en plongée comprennent:
- Entrée légère en plongée
- La fente peu profonde commence
- Entrée de fraisage de poches
- Ebauche dans des matériaux tendres
- Usinage CNC où l'évacuation des copeaux est importante
Pour ces applications, un 2 flute cutter can provide smoother chip flow and more stable cutting performance than a higher-flute tool used in the same soft-material environment.
Tableau de comparaison rapide: Quand est-ce qu'un 2 Fraise à flûte, un bon choix?
| Conditions d'application | 2 Fraise en bout de cannelure | Pourquoi |
|---|---|---|
| Entrée plongeante en aluminium | Recommandé | Meilleure évacuation des copeaux |
| Démarrage par fente en laiton ou en cuivre | Recommandé | Risque moindre d’emballage de copeaux |
| Entrée de poche en plastique | Recommandé | Flux de copeaux plus fluide |
| Coupe plongeante en acier trempé | Non recommandé | Rigidité moindre pour cette utilisation |
| Plongée profonde dans un matériau difficile | Soyez prudent | L'élimination de la chaleur et des copeaux devient plus critique |
| Beau travail de finition | Généralement pas idéal | La finition de surface n’est peut-être pas le principal avantage |
Quand devriez-vous éviter de couper en plongée avec un 2 Fraise en bout de cannelure?
UN 2 La fraise à cannelure n'est pas toujours la meilleure option pour la coupe en plongée.
Vous devriez être plus prudent lorsque:
- Usinage de l'acier trempé
- Couper de l'acier inoxydable avec une accumulation de chaleur élevée
- Nécessitant une finition de surface très fine
- Réaliser des coupes plongeantes très profondes
- Utilisation d'un outil de coupe non centré
- Travailler avec une mauvaise rigidité de la machine ou un long porte-à-faux d'outil
Dans ces situations, la stabilité de coupe peut diminuer et l'usure de l'outil peut augmenter.
Pour les matériaux plus durs, un 4 La conception de la flûte peut offrir une meilleure rigidité. Vous pouvez consulter notre 4 fraise à cannelure page produit ici:
Paramètres de démarrage sûrs pour les matériaux souples
Pour les matériaux tendres comme l'aluminium ou le laiton, il est généralement préférable de commencer avec des réglages de plongée conservateurs, puis de les ajuster en fonction de la rigidité de la machine., diamètre de l'outil, et évacuation des copeaux.
Une approche de départ pratique est:
- Utiliser une avance inférieure au fraisage latéral
- Gardez la profondeur de plongée conservatrice
- Utiliser un jet d'air, brume, ou un liquide de refroidissement approprié si nécessaire
- Assurez-vous que les copeaux s'effacent en douceur
- Évitez toute entrée agressive lorsque le porte-à-faux de l'outil est long
Au lieu d'appliquer un numéro fixe à chaque configuration, les coupes d'essai sont généralement le choix le plus sûr. Ceci est particulièrement important car le matériau, machine, état de la broche, et la géométrie de la fraise peut varier.
Guide de démarrage recommandé pour les matériaux souples
| Matériel | Style d'entrée | Approche de départ |
|---|---|---|
| Aluminium | Entrée légère en plongée | Avance inférieure à celle du fraisage latéral, effacer les puces rapidement |
| Laiton | Plongée contrôlée | Profondeur conservatrice, configuration stable |
| Cuivre | Entrée peu profonde | Surveillez attentivement le flux de chaleur et de copeaux |
| Plastiques | Plongeon léger ou entrée de poche | Évitez l'accumulation de copeaux et la chaleur excessive |
| Matériaux composites | A utiliser avec prudence | Confirmer la géométrie de l'outil et la stabilité de la machine |
2 Flûte vs 4 Flûte pour coupe en plongée

Pour coupe en plongée, la plus grande différence entre un 2 flûte et un 4 La fraise en bout de cannelure est espace de puce contre rigidité.
UN 2 fraise à cannelure c'est souvent mieux quand:
- L'évacuation des copeaux est la plus importante
- La matière est douce
- L'opération implique du rainurage ou de l'ébauche
- L'entrée en plongée est peu profonde et contrôlée
UN 4 fraise à cannelure c'est souvent mieux quand:
- Le matériau est plus dur
- Il faut plus de rigidité
- La finition de surface est plus importante
- L’opération est plus proche de la finition que de l’ébauche
Pour une comparaison plus large, vous pouvez également lire notre 2 flûte contre 4 fraise à cannelure guide.
Comment améliorer le succès de la coupe en plongée
Utilisez un outil de coupe centrale
Une conception à coupe centrale est généralement nécessaire pour l'entrée en plongée. Therefore, vous devez toujours confirmer la géométrie de l'outil avant l'usinage.
Surplomb de l’outil de contrôle
Un porte-à-faux plus court améliore généralement la stabilité et aide à réduire les vibrations lors de l'entrée en plongée..
Faites correspondre l'outil au matériau
UN 2 Le coupe-flûte est généralement plus adapté à l'aluminium et aux matériaux souples.. Pour les métaux plus durs, un design de flûte différent peut être mieux adapté.
Commencez de manière prudente
Il est préférable de commencer avec des réglages de plongée plus légers, puis de les ajuster après avoir vérifié l'évacuation des copeaux., couper le son, vibration, et l'usure des outils.
FAQ
Est-ce que tout le monde peut 2 fraises à cannelure coupe plongeante?
Non. Une géométrie de coupe centrale est généralement requise. Quelques 2 Les fraises à cannelures conviennent à l'entrée en plongée, tandis que d'autres ne le sont pas.
Est-ce un 2 Fraise à cannelure idéale pour la coupe plongeante de l'aluminium?
Dans de nombreux cas, Oui. UN 2 La fraise à cannelures est souvent un bon choix pour l'aluminium car elle offre un meilleur espace pour les copeaux et une évacuation plus fluide des copeaux..
Est-ce un 4 fraise à flûte meilleure qu'une 2 fraise à cannelure pour coupe en plongée?
Pas toujours. UN 4 l'outil de flûte offre généralement plus de rigidité, mais un 2 l'outil à flûte est souvent meilleur dans les matériaux mous où l'évacuation des copeaux est critique.
Que dois-je vérifier avant la coupe en plongée?
Vous devriez vérifier le matériel, conception de flûte, géométrie de coupe centrale, surplomb, profondeur d'entrée, et évacuation des copeaux avant de démarrer.
Besoin d'un 2 Fraise à cannelure pour aluminium ou matériaux souples?
Si vous avez besoin d'une coupe centrale 2 fraise à cannelure pour aluminium, laiton, cuivre, plastiques, rainurage, ou entrée légère en plongée, nous pouvons vous aider à choisir une conception d'outil en carbure appropriée.
Consultez notre 2 fraise à cannelure page produit ici.
Guides associés:
Qu'est-ce qu'un 2 fraise en bout de cannelure utilisée pour?
2 flûte contre 4 fraise à cannelure
2 flûte contre 4 flûte contre 6 fraise à cannelure
Conclusion
Donc, peux-tu plonger avec un 2 fraise à cannelure?
Oui, mais surtout dans le bon matériau et avec la bonne configuration. En aluminium, laiton, cuivre, plastiques, et autres matériaux souples, un 2 La fraise à cannelure peut être une option pratique pour les coupes en plongée légères., le créneau commence, et entrée d'ébauche.
Cependant, la coupe en plongée doit toujours être adaptée à la géométrie de la fraise, conditions de coupe, et le type de matériau. Lorsque des matériaux plus durs ou une rigidité plus élevée sont impliqués, un outil à flûte plus haute peut être la meilleure option.
Donc, peux-tu plonger avec un 2 fraise à cannelure?
Oui, mais surtout dans le bon matériel et avec la bonne configuration. En aluminium, laiton, cuivre, plastiques, et autres matériaux souples, une coupe centrale 2 le coupe-flûte peut être une option pratique pour la coupe en plongée légère, le créneau commence, et entrée d'ébauche.
Cependant, la coupe en plongée doit toujours correspondre à la géométrie de la fraise, état de coupe, et le type de matériau. Lorsque le matériau est plus dur ou qu’une plus grande rigidité est requise, un outil à flûte supérieure ou une autre méthode d'entrée peut être un meilleur choix.