 Fraise de précision,Outils de coupe pour l’usinage CNC de chaque matériau
Fraise de précision,Outils de coupe pour l’usinage CNC de chaque matériau

Choisir entre un 2 flûte contre 3 fraise à cannelure pour aluminium depends on chip evacuation, stabilité de coupe, profondeur de fente, enlèvement de matière, et finition de surface. UN 2 flute end mill usually works better for deep slotting, ébauche lourde, and applications where chip removal is the main priority. UN 3 flute end mill is often better for side milling, fraisage de profil, semi-finition, and finishing when you need better rigidity and a smoother surface.
Both tools can machine aluminum, but they solve different problems. Donc, the best choice depends on your workpiece material, opération de coupe, parcours d'outil, état du liquide de refroidissement, et exigence de finition de surface.
Why Flute Count Matters in Aluminum Machining
Flute count affects how an end mill cuts, enlève les copeaux, and controls surface finish. In aluminum machining, this is especially important because aluminum often produces larger and softer chips. Si les copeaux ne peuvent pas quitter la zone de coupe en douceur, they may stick to the cutting edge, damage the surface, or reduce tool life.
A lower flute count usually gives more chip space. Par conséquent, the tool can remove larger chips more easily. On the other hand, a higher flute count can improve tool rigidity and surface finish because more cutting edges contact the workpiece.
Pour cette raison, aluminum machining often requires a careful balance between chip evacuation and cutting stability.
Évacuation des copeaux
Chip evacuation is one of the most important factors in aluminum milling. If chips stay in the slot or pocket, they may cause recutting, chip welding, mauvaise finition, et l'usure des outils.
UN 2 flute tool usually provides more space for chip removal. Donc, many machinists choose it for deep slotting and heavy roughing in aluminum.
Rigidité de l'outil
Rigidity affects cutting stability, vibration control, and wall quality. UN 3 flute tool has more cutting edges than a 2 outil de flûte, so it can often provide better support during side milling and profile milling.
Cependant, rigidity alone is not enough. The cutter must still provide enough flute space for aluminum chips.
Finition de surface
Surface finish matters when the part needs cleaner walls, smoother edges, or better appearance. UN 3 flute cutter can often produce a smoother finish than a 2 flute cutter under stable cutting conditions.
Donc, many users choose a three-flute design when the operation focuses on side milling, fraisage de profil, semi-finition, ou finition.
Cutting Stability
Cutting stability depends on the machine, porte-outil, longueur de l'outil, liquide de refroidissement, vitesse, alimentation, and toolpath. Even the right flute count may perform poorly if the setup is unstable. Donc, you should match the cutter to the full machining condition, not only to the material.
Qu'est-ce qu'un 2 Flute End Mill Best For in Aluminum?
UN 2 flute end mill has two cutting edges and larger flute space. This makes it a practical choice when chip evacuation is more important than surface finish.
In aluminum machining, un 2 flute cutter is often used for deep slots, ébauche, fraisage de poche, and other operations that create larger chips.
Deep Slotting
Deep slotting is difficult because chips stay inside the groove. If the flute space is too small, chips may pack inside the slot and damage the tool.
UN 2 flute cutter gives more room for chips to leave the cutting area, so it is often the better choice for deep aluminum slotting.
Ebauche
Pour l'ébauche, the goal is usually to remove more material quickly. Since roughing creates larger chips, chip evacuation becomes very important. Donc, un 2 flute end mill often performs well in aluminum roughing applications.
Fraisage de poche
Pocket milling also needs good chip control. In deeper pockets, chips may stay inside the cutting area. UN 2 flute tool can help reduce chip packing, especially when the toolpath and coolant support chip removal.
Soft Material Machining
Besides aluminum, 2 flute tools are also common in plastics, cuivre, laiton, et autres matériaux mous ou non ferreux. These materials often need sharp edges and enough flute space.
When Chip Evacuation Is the Main Priority
Choisissez un 2 flute end mill when chip evacuation matters more than rigidity or final surface finish. This is especially true for deep slots, ébauche lourde, and high chip-load aluminum cutting.
You can view our 2 page produit de la fraise à flûte here.
Qu'est-ce qu'un 3 Flute End Mill Best For in Aluminum?
UN 3 flute end mill has three cutting edges. It provides a balance between chip evacuation, rigidité, et finition de surface. Comparé à un 2 flute cutter, it can improve cutting stability. Compared with many 4 outils de flûte, it still keeps enough chip space for aluminum machining.
Because of this balance, un 3 flute tool is often a good choice for aluminum side milling, fraisage de profil, semi-finition, et finition.
Fraisage latéral
Side milling needs stable cutting and good wall quality. UN 3 flute cutter can provide better rigidity than a 2 flute tool while still allowing chips to leave the cutting area.
Donc, it is often useful when the operation requires cleaner side walls and more stable cutting.
Profile Milling
Profile milling and contour milling require smooth tool engagement. A three-flute design can support stable cutting around part edges and curved surfaces. Par conséquent, it can help improve surface quality in aluminum parts.
Semi-finition
Semi-finishing removes less material than roughing but still needs reliable chip control. Dans de nombreux cas, un 3 flute cutter offers a good balance for this operation.
Finishing Aluminum
Pour la finition, la qualité de la surface devient plus importante. UN 3 flute end mill can often create a smoother finish than a 2 flute tool when the machine setup, porte-outil, vitesse, alimentation, and coolant are suitable.
When Surface Finish and Stability Matter
Choisissez un 3 flute end mill when you need better rigidity, smoother surfaces, and stable side cutting. It is especially suitable when the operation is not too deep and chip evacuation remains under control.
You can view our 3 page produit de la fraise à flûte here.
Quelle est la différence entre un 2 Flûte vs 3 Fraise à cannelure pour aluminium?
La principale différence entre un 2 flûte et 3 flute end mill is the balance between chip space, rigidité, et finition de surface.
UN 2 flute end mill has fewer cutting edges and larger flute space, so it usually clears aluminum chips more easily. Donc, it is often a better choice for deep slotting, ébauche, and heavy chip removal.
UN 3 flute end mill has one more cutting edge, so it can provide better rigidity and a smoother surface finish. It is often a better choice for side milling, fraisage de profil, semi-finition, and finishing in aluminum when chip evacuation is still under control.
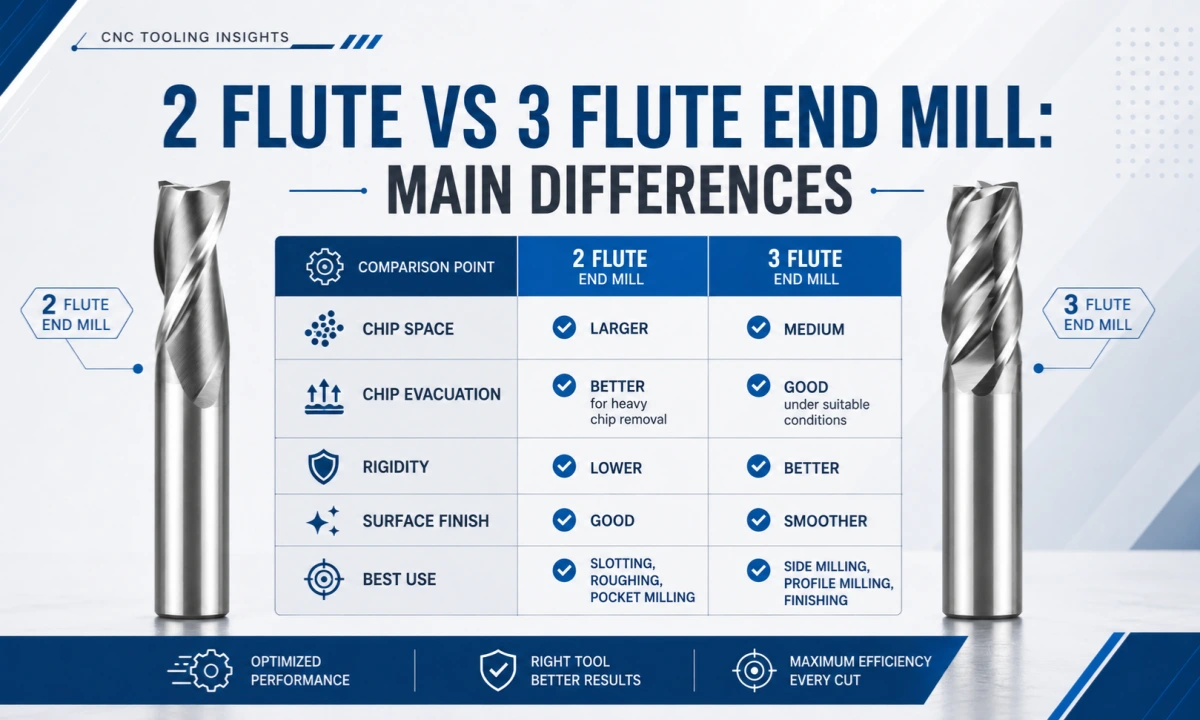
| Facteur | 2 Fraise en bout de cannelure | 3 Fraise en bout de cannelure |
| Espace de puce | Larger | Medium |
| Évacuation des copeaux | Better for heavy chip removal | Good under suitable conditions |
| Rigidité | Lower than 3 flûte | Better than 2 flûte |
| Finition de surface | Good for roughing and general cutting | Better for side milling and finishing |
| Best Use in Aluminum | Deep slotting, ébauche, fraisage de poche | Fraisage latéral, fraisage de profil, finition |
Is 2 Flûte ou 3 Flute Better for Aluminum?
There is no single best answer. UN 2 flute end mill is better when chip evacuation is the main concern. UN 3 flute end mill is better when surface finish, qualité du mur, and cutting stability matter more.
Donc, the better choice depends on the machining operation, profondeur de fente, parcours d'outil, état du liquide de refroidissement, et exigence de finition.
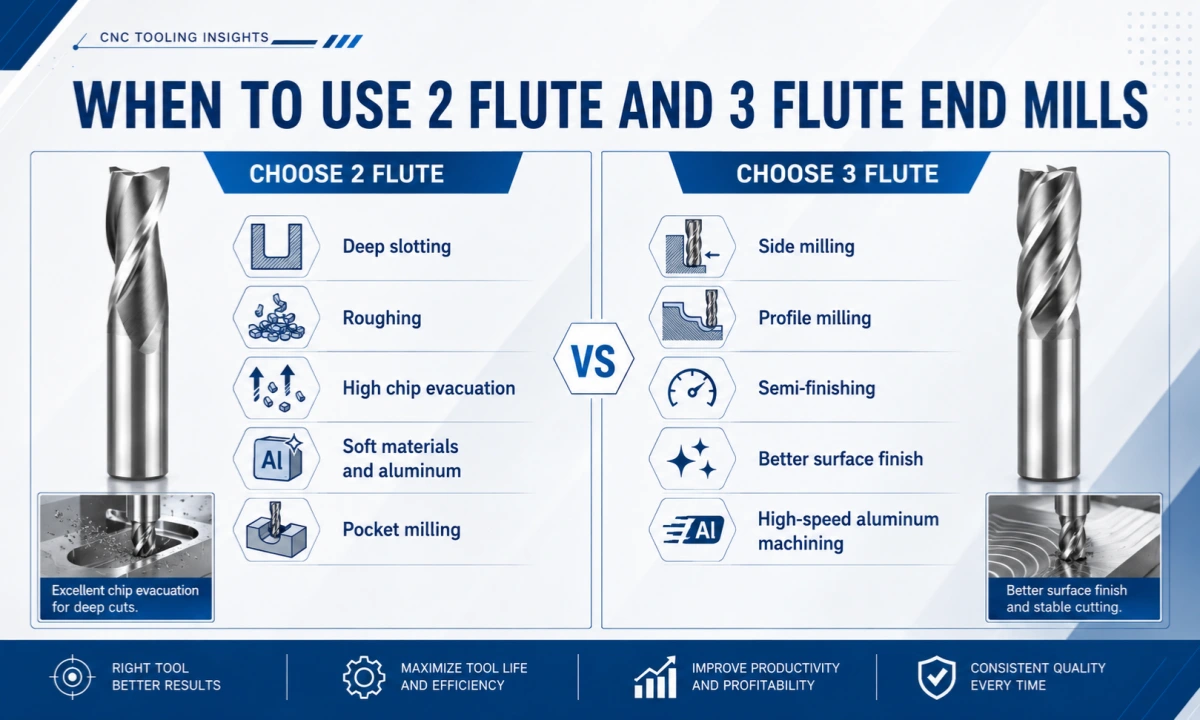
Choisir 2 Flute When Chip Removal Matters Most
Choisir 2 flute when you need:
- Deep slotting
- Heavy roughing
- Large chip evacuation
- High material removal
- More flute space
- Better chip clearance in pockets or grooves
This choice is common when aluminum chips need more room to leave the cutting zone.
Choisir 3 Flute When Finish Quality Matters More
Choisir 3 flute when you need:
- Better side wall quality
- Smoother surface finish
- More stable profile milling
- Balanced chip evacuation
- Improved rigidity compared with 2 flûte
- Semi-finishing or finishing in aluminum
This choice is useful when the operation needs cleaner results instead of only fast chip removal.
Consider Cutting Depth, Parcours d'outil, and Coolant
Profondeur de coupe, parcours d'outil, and coolant also affect the result. Par exemple, un 3 flute tool may work well in shallow slotting, mais un 2 flute tool may perform better in a deeper slot. En outre, strong air blast or coolant can help chips leave the cutting area more smoothly.
Comment choisir entre 2 Flûte et 3 Fraises à flûte
When choosing between 2 flûte et 3 fraises à cannelure, do not look only at the flute count. Plutôt, consider the material, opération, profondeur de fente, exigence de finition de surface, stabilité de la machine, revêtement, and tool design.
Matériau de la pièce
Both 2 flûte et 3 flute tools can machine aluminum and many non-ferrous materials. Cependant, aluminum usually needs good chip evacuation and sharp cutting edges.
Cutting Operation
For slotting and roughing, 2 flute often works better. For side milling, fraisage de profil, semi-finition, et finition, 3 flute often provides better stability.
Profondeur de la fente
Slot depth is very important. The deeper the slot, the harder it is for chips to leave. Donc, deeper slots often need more flute space.
Exigence de finition de surface
If surface finish is not the main requirement, 2 flute may be enough. If the part needs cleaner walls and smoother surfaces, 3 flute may be better.
Machine Stability
A stable machine, rigid tool holder, and suitable tool length can improve the performance of a 3 flute cutter. If the setup is weak, vibration may reduce finish quality.
Coating and Flute Design
Pour l'aluminium, polished flutes or suitable non-stick coatings can help reduce chip adhesion. Géométrie de l'outil, angle d'hélice, and edge sharpness also affect performance.
Common Mistakes When Choosing End Mills for Aluminum
| Erreur | Why It Causes Problems | Better Practice |
| Choosing too many flutes for deep slotting | Chips may not evacuate smoothly | Use fewer flutes when chip space matters |
| Ignoring chip evacuation | Chips can stick to the cutting edge | Match flute count, parcours d'outil, and coolant |
| Using the wrong coating | Chip adhesion may increase | Choose a coating or surface treatment suitable for aluminum |
| Using too long a tool | Tool vibration may increase | Use the shortest suitable tool length |
| Using poor cutting parameters | Finish and tool life may suffer | Ajuster la vitesse, alimentation, profondeur de coupe, and coolant |
FAQ
Is 2 flûte ou 3 flute better for aluminum?
UN 2 flute end mill is usually better for deep slotting, ébauche lourde, and operations that need maximum chip evacuation. UN 3 flute end mill is often better for side milling, fraisage de profil, semi-finition, and finishing when surface quality and stability matter more.
Quelle est la différence entre un 2 flûte et 3 fraise à cannelure?
UN 2 flute end mill has more chip space and usually clears aluminum chips more easily. UN 3 flute end mill has one more cutting edge, so it can provide better rigidity and smoother surface finish when chip evacuation remains under control.
Qu'est-ce qu'un 2 flute end mill used for in aluminum?
UN 2 flute end mill is commonly used for aluminum slotting, ébauche, fraisage de poche, and soft-material cutting. It provides more chip space, so it can help chips leave the cutting area more easily.
Qu'est-ce qu'un 3 flute end mill used for in aluminum?
UN 3 flute end mill is commonly used for aluminum side milling, fraisage de profil, fraisage de contours, semi-finition, et finition. It offers a balance between chip evacuation, rigidité, et finition de surface.
Is 3 flute good for aluminum slotting?
Oui, it can work for aluminum slotting under suitable conditions. Cependant, for deep slotting or heavy roughing, un 2 flute cutter may still clear chips more easily.
Which end mill gives a better finish in aluminum?
UN 3 flute end mill often gives a better finish than a 2 flute tool when the setup is stable and chip evacuation is controlled. Cependant, géométrie de l'outil, revêtement, vitesse, alimentation, and coolant also affect finish quality.
Puis-je utiliser un 4 fraise à cannelure pour aluminium?
Oui, un 4 flute end mill can cut aluminum in some controlled finishing conditions. Cependant, it usually has less chip space than 2 flûte ou 3 outils de flûte, so it may not be the best choice for deep slotting or heavy chip removal.
Need Help Choosing an End Mill for Aluminum?
If you are choosing between 2 flûte et 3 flute end mills for aluminum machining, nous pouvons vous aider à sélectionner un outil en carbure adapté à votre matériau, opération de coupe, taille de l'outil, exigence de revêtement, et la quantité.
Pour rainures en aluminium, ébauche, et évacuation élevée des copeaux, vous pouvez consulter notre 2 page produit de la fraise à flûte.
Pour le fraisage latéral de l'aluminium, fraisage de profil, semi-finition, et finition, vous pouvez consulter notre 3 page produit de la fraise à flûte.
Guides associés:
Qu'est-ce qu'un 3 fraise en bout de cannelure utilisée pour?
2 flûte contre 4 flûte contre 6 guide de fraise en bout de cannelure
Envoyez-nous votre matière à usiner, diamètre de coupe, longueur de flûte, longueur totale, exigence de revêtement, opération d'usinage, et la quantité. Notre équipe peut vous recommander une solution d'outils adaptée à votre projet d'usinage CNC.