 Fraise de précision,Outils de coupe pour l’usinage CNC de chaque matériau
Fraise de précision,Outils de coupe pour l’usinage CNC de chaque matériau

Understanding how to choose a ball nose end mill can help improve surface finish, durée de vie de l'outil, and machining stability.However, the best cutter depends on more than its diameter or price.
This guide explains how to choose a ball nose end mill according to the workpiece material, objectif d'usinage, diamètre de coupe, rayon de balle, nombre de flûtes, revêtement, tool reach, rigidité de la machine, et exigence de finition de surface.
Ball nose cutters mainly suit 3D contour milling, finition du moule, usinage de surfaces courbes, électrodes de graphite, et profils de précision. For standard and custom options, voir notre fraises à bout sphérique en carbure.
Quick Ball Nose End Mill Selection Guide
The table below provides a practical starting point. Cependant, the final specification should also consider the machine condition, profondeur de coupe, géométrie de la pièce, coolant method, and production requirements.
| Besoin d'usinage | Suggested Starting Point |
| Usinage de l'aluminium | 2–3 flutes with sharp edges, flûtes polies, or DLC coating |
| Steel Mold Finishing | 4-flute carbide cutter with TiAlN or AlTiN coating |
| Acier inoxydable | Rigid carbide geometry with a heat-resistant coating |
| Graphite Electrodes | Sharp cutting edges with a wear-resistant coating |
| Deep Cavities | Relieved neck, suitable neck length, and minimum overhang |
| Fine 3D Details | Smaller diameter with a short, rigid tool reach |
| High Surface Finish | Small step-over, stable toolpath, and limited runout |
This guide provides a starting point rather than a universal specification. A suitable cutter must match the actual workpiece and machining setup.
Pourquoi choisir la bonne fraise à bout sphérique est important
A ball nose end mill has a fully rounded cutting end. Donc, it can follow slopes, cavités, radii, and complex three-dimensional profiles more smoothly than a flat-bottom cutter.
Cependant, one tool cannot suit every CNC application. An unsuitable flute count may restrict chip evacuation, while the wrong coating may increase heat or material adhesion. En outre, excessive tool length may cause vibration and visible surface marks.
Par exemple, a cutter designed for aluminum may not perform well in hardened steel. Likewise, a long tool with unnecessary overhang may lose rigidity during deep-cavity finishing.
A suitable selection can help:
- Improve surface quality
- Reduce vibration
- Control chip evacuation
- Increase cutting stability
- Extend cutter life
- Reduce secondary polishing
- Lower trial-and-error costs
Comment choisir une fraise à bout sphérique: 7 Key Factors
Avant de commander, confirm the following seven factors:
- Matériau de la pièce
- Machining purpose
- Cutting diameter and ball radius
- Nombre de flûtes
- Coating or edge treatment
- Longueur de coupe, longueur du cou, and overall reach
- Surface finish and machine stability
Each factor affects cutter performance and should not be evaluated separately.
1. Choisir par matériau de pièce
The workpiece material affects the flute geometry, nuance de carbure, préparation des bords, revêtement, et conditions de coupe.
| Matériau de la pièce | Recommended Starting Point |
| Aluminium | Sharp cutting edges, flûtes polies, 2–3 flutes, or DLC coating |
| Acier | Carbide cutter with TiAlN or AlTiN coating |
| Acier inoxydable | Rigid geometry with a heat-resistant coating |
| Graphite | Sharp edges and a wear-resistant coating |
| Cuivre | Polished flutes and a low-friction cutting surface |
| Fonte | Wear-resistant carbide with stable edge strength |
| Hardened Mold Steel | Strong carbide grade with a high-temperature coating |
Best Ball Nose End Mill for Aluminum
Pour l'aluminium, a 2-flute or 3-flute cutter with sharp cutting edges and good chip space is a practical starting point.
Polished flutes can help chips move away from the cutting area. Entre-temps, an uncoated or DLC-coated design may reduce friction and built-up edges.
Cependant, the final choice should also consider:
- Diamètre de coupe
- Machining depth
- Coolant or air-blast method
- Rigidité des machines
- Vitesse de broche
- Surface finish target
Steel and Stainless Steel
Steel and stainless steel generate more cutting heat and usually require stronger cutting edges.
TiAlN, Or, or another suitable heat-resistant coating can improve wear control. En outre, a rigid machine setup and limited tool overhang help maintain a stable finish.
Graphite and Copper Electrodes
Graphite machining requires wear resistance, stable geometry, and effective dust control. Par contre, copper machining benefits from sharp edges and smooth flutes that reduce material adhesion.
Donc, provide the electrode grade, dessin, machining depth, and surface finish requirement before selecting the cutter.
2. Choisissez par objectif d'usinage CNC
The correct tool also depends on whether the operation involves roughing, semi-finition, or final finishing.
Roughing and Semi-Finishing
A ball nose cutter is generally not the first choice for heavy stock removal. Dans de nombreux cas, a flat or roughing end mill removes most of the material first.
After that, a stronger ball nose design can perform semi-finishing passes on curved areas, radii, and cavity walls.
Final Finishing
Pour la finition, surface quality becomes more important than high material-removal rates.
A stable flute design, limited runout, revêtement approprié, and small step-over can improve the final surface. Cependant, an extremely small step-over also increases machining time.
Donc, the toolpath should balance surface quality and production efficiency.
3Fraisage de contours D
During 3D contouring, the cutting edge must follow slopes, courbes, et surfaces de forme libre. The rounded end provides gradual contact as the surface angle changes.
For more application information, lire à quoi sert une fraise à bout sphérique.
3. Choose by Diameter, Ball Radius, and Tool Reach
Diameter selection affects tool strength, detail resolution, état de surface, et efficacité d'usinage.
A smaller cutter can reach narrow cavities, small radii, et profils détaillés. En revanche, a larger cutter provides greater rigidity and may finish broader surfaces more efficiently.
For a standard full ball-end design, the ball radius is normally half of the cutting diameter. Par exemple:
- 4mm cutting diameter normally corresponds to R2
- 6mm cutting diameter normally corresponds to R3
- 10mm cutting diameter normally corresponds to R5
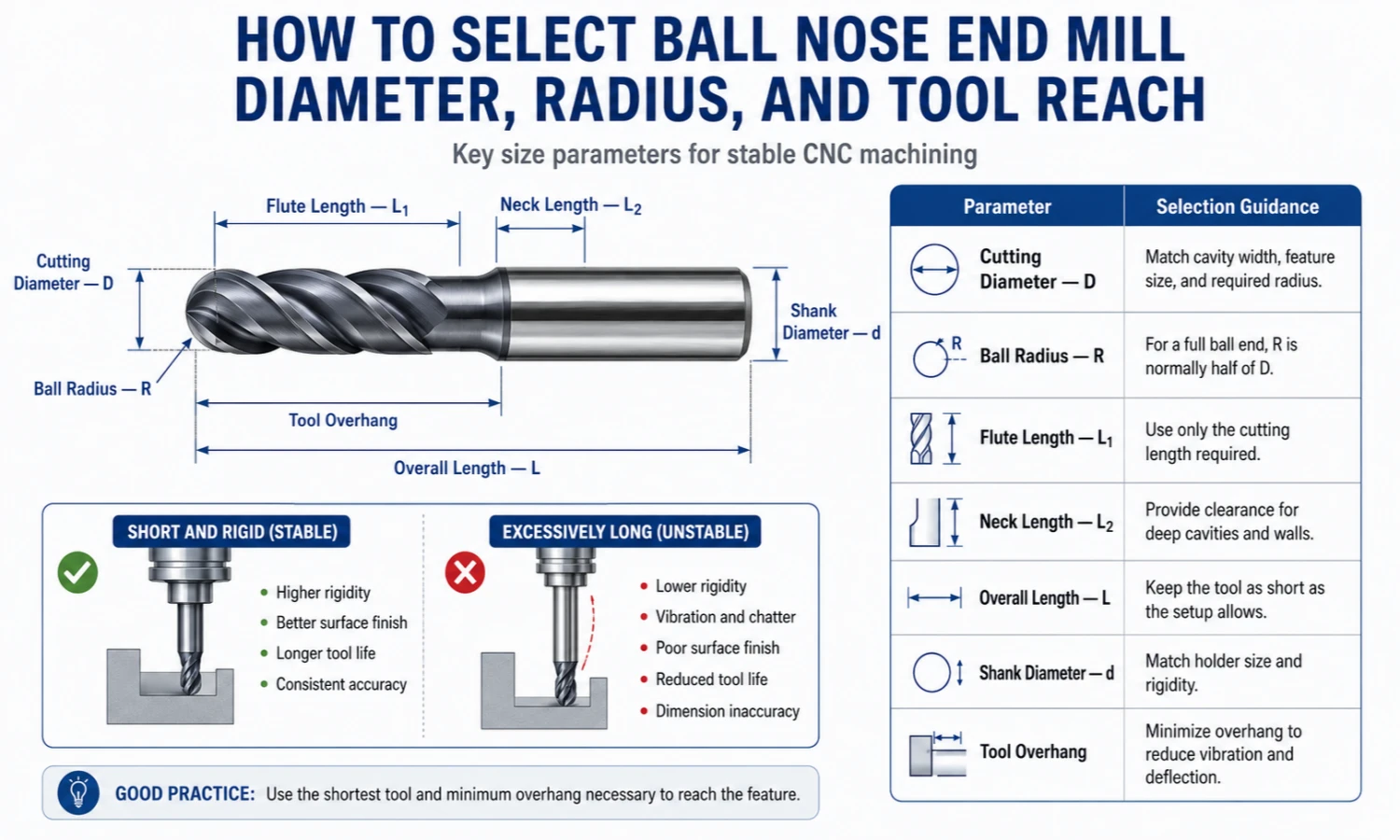
The table below summarizes the main size parameters.
| Paramètre | Point de sélection |
| Cutting Diameter — D | Match the cavity width, feature size, and required radius |
| Ball Radius — R | For a full ball end, R is normally half of D |
| Longueur de la flûte | Use only the cutting length required for the operation |
| Longueur du cou | Provide enough clearance for deep cavities and walls |
| Longueur totale | Keep the tool as short as the setup allows |
| Diamètre de la tige | Match the holder size and required rigidity |
| Tool Overhang | Minimize overhang to reduce vibration and deflection |
Diamètre de coupe
Choose the diameter according to:
- Part radius
- Cavity width
- Detail size
- Surface curvature
- Available machining space
- Required productivity
Do not select a small cutter only because it can reach the feature. An unnecessarily small diameter may reduce rigidity and machining efficiency.
Flute Length and Neck Length
A longer flute can reach deeper cutting areas, but it also reduces tool strength.
For deep cavities, a relieved neck may provide clearance without requiring an excessively long cutting edge. Donc, confirm both the flute length and neck length before ordering.
Overall Length and Overhang
Use the shortest practical overall length.
Excessive overhang can cause:
- Vibration
- Cutter deflection
- Mauvaise finition de surface
- Reduced tool life
- Dimensional variation
- Tool breakage
Machine rigidity and workpiece clamping should also support the selected reach.
4. Choose by Flute Count
Flute count affects chip evacuation, force de l'outil, feed capability, et finition de surface.
| Nombre de flûtes | Best Starting Applications | Principal avantage |
| 2 Flûtes | Aluminium, cuivre, graphite, et des matériaux plus doux | Plus d'espace pour les puces |
| 3 Flûtes | Aluminum and general CNC finishing | Balance of chip space and stability |
| 4 Flûtes | Acier, acier inoxydable, et finition des moules | More cutting edges and greater stability |
| 5–6 Flutes | Selected finishing and hard-material applications | Higher edge count for controlled finishing |
| Flûtes personnalisées | Special materials and custom operations | Geometry designed for the application |
A 2-flute design provides larger chip channels. Donc, it often suits materials that create long or adhesive chips.
A 4-flute cutter provides more cutting edges. Par conséquent, it may improve stability and surface quality in steel and mold finishing.
Cependant, do not choose flute count only by habit. Diamètre de coupe, profondeur de coupe, dureté du matériau, rigidité de la machine, and chip evacuation must also be considered.
For a broader flute comparison, lire 2 flûte contre 4 flûte contre 6 fraise à cannelure.
5. Choose by Coating and Edge Treatment
Coatings can improve heat resistance, résistance à l'usure, oxidation control, et durée de vie de l'outil. Cependant, the coating must match the workpiece material and cutting conditions.
| Coating or Treatment | Suitable Starting Applications | Principal avantage |
| TiAlN | Usinage CNC de l'acier et général | Wear and heat resistance |
| Or | Matériaux plus durs et découpe à haute température | Strong heat resistance |
| AlCrN | Acier, acier inoxydable, and stable dry machining | Oxidation and wear control |
| Contenu téléchargeable | Aluminium, cuivre, et matériaux non ferreux | Low friction and reduced adhesion |
| Polished Flutes | Aluminum and copper | Better chip flow |
| Uncoated Carbide | Selected aluminum and soft-material applications | Sharp cutting edges |
| Revêtement personnalisé | Special materials and production conditions | Application-specific performance |

When machining aluminum and copper, polished flutes or DLC can help reduce friction and built-up edges.
Acier, acier inoxydable, and mold materials usually benefit from TiAlN, Or, or AlCrN coatings because these options can improve heat resistance and wear control.
Graphite machining has different requirements. Dans ce cas, the selected coating should reduce abrasive wear while maintaining suitable edge sharpness.
Cependant, coating alone cannot correct an unsuitable cutter geometry. Donc, consider the carbide grade, conception de flûte, préparation des bords, and coating as a complete system.
6. Choisissez par exigence de finition de surface
Surface finish is one of the main reasons machinists use a ball nose cutter. Cependant, the cutter alone does not determine the final result.
You should also consider:
- Programmed step-over
- Vitesse d'alimentation
- Vitesse de broche
- Toolpath direction
- Tool runout
- Tool-holder condition
- Cutter overhang
- Rigidité des machines
- Serrage de la pièce
A smaller step-over normally reduces scallop height and creates a smoother surface. Cependant, it also increases the number of tool passes and total machining time.
En outre, the center of the ball end has a lower effective cutting speed than the outer cutting edge. A suitable toolpath or slight tool inclination may reduce rubbing near the cutter center.
For precision finishing, runout and machine stability can matter as much as the cutter specification.
7. Check Machine and Tool-Holder Stability
Even a correctly selected cutter may perform poorly in an unstable setup.
Avant usinage, check:
- État de la broche
- Tool-holder cleanliness
- Collet condition
- Tool runout
- Cutter overhang
- Serrage de la pièce
- Rigidité des machines
- Coolant or air-blast direction
Use the shortest practical tool reach and maintain a clean, accurate holder connection.
If vibration occurs, do not immediately assume that the cutter quality is the only cause. Tool length, s'épuiser, clamping, paramètres de coupe, and toolpath strategy should also be reviewed.
Fraise à bout sphérique vs fraise à nez sphérique
A ball nose end mill has a fully rounded cutting end. Donc, it works well for 3D contours, cavités de moule, curved surface finishing, et profils de forme libre.
A bull nose end mill has a flat center with rounded corners. Par conséquent, it provides stronger edge support for semi-finishing, profils étagés, and flat areas that require a corner radius.
Pour une comparaison détaillée, lire fraise à nez sphérique vs fraise à nez sphérique.
Erreurs courantes lors du choix d'une fraise à bout sphérique
Choisir le mauvais revêtement
A coating intended for steel may not perform well in aluminum. Some coatings can increase material adhesion or built-up edges in non-ferrous applications.
Donc, match the coating and flute surface to the workpiece material.
Utiliser trop de porte-à-faux d’outils
Long overhang reduces rigidity and can cause vibration, dimensional variation, poor surface finish, or premature tool wear.
Use a shorter tool or relieved-neck design whenever possible.
Ignoring Flute Count
A 2-flute and a 4-flute cutter do not perform in the same way.
One provides more chip space, while the other provides more cutting edges. Donc, select the flute count according to the material and operation.
Ignoring Ball Radius and Neck Clearance
Selecting only by cutting diameter can create clearance or surface-finish problems.
Confirm:
- Ball radius
- Longueur de flûte
- Longueur du cou
- Diamètre de la tige
- Longueur totale
- Porte-à-faux d'outil
Using a Ball Nose Cutter for Flat-Bottom Machining
A rounded-end cutter does not efficiently create flat-bottom slots, poches, or square shoulders.
For these operations, voir notre flat end mill product.
Selecting Only by Price
A lower tool price does not always mean a lower machining cost.
A poorly matched cutter may increase:
- Tool changes
- Machining time
- Polishing work
- Scrap risk
- Production interruptions
Compare the complete machining result rather than the cutter price alone.
When Should You Request a Custom Ball Nose End Mill?
A standard cutter may not provide the required reach, rigidité, autorisation, or surface finish.
Custom production may be suitable when you need:
- Non-standard cutting diameter
- Special ball radius
- Extra-long reach
- Relieved-neck design
- Special shank diameter
- Non-standard flute count
- High-hardness material machining
- Special coating
- Tight dimensional tolerance
- OEM laser marking
- Private-label packaging
For custom evaluation, provide:
- Diamètre de coupe
- Ball radius
- Longueur de flûte
- Longueur du cou
- Longueur totale
- Diamètre de la tige
- Nombre de flûtes
- Matériau de la pièce
- Material hardness
- Exigence de revêtement
- Quantité
- Dessin ou échantillon
Already know your required dimensions and coating? Consultez notre fraises à bout sphérique sur mesure.
Final Selection Checklist
Avant de commander, confirm:
- What material will be machined?
- What is the material hardness?
- Is the operation roughing, semi-finition, ou finition?
- What cutting diameter and ball radius are required?
- How deep is the cavity?
- What flute length and neck length are required?
- Which flute count suits the material?
- Is a coating necessary?
- What surface finish is required?
- Can the machine and holder support the tool reach?
- Is a standard cutter suitable, or is a custom design required?
This checklist can reduce specification errors and improve quotation accuracy.
FAQ
Comment choisir une fraise à bout sphérique?
Choose the cutter according to the workpiece material, diamètre de coupe, rayon de balle, nombre de flûtes, revêtement, machining depth, tool reach, rigidité de la machine, et finition de surface requise.
Quel nombre de flûtes est le meilleur pour une fraise à bout sphérique?
The best flute count depends on the material and application. A 2-flute cutter offers more chip space, while a 4-flute cutter provides more cutting edges and may improve stability during steel machining and finishing.
Quel revêtement est le meilleur pour les fraises à bout sphérique?
TiAlN, Or, or AlCrN may suit steel and high-temperature cutting. DLC or polished flutes often suit aluminum, cuivre, et autres matériaux non ferreux. The final selection depends on the exact material and machining conditions.
What diameter should I choose?
Choose a diameter that matches the cavity width, part radius, detail size, and required machining efficiency. Smaller diameters reach narrow areas, while larger diameters provide more rigidity.
How do I select the correct ball radius?
For a standard full ball-end cutter, the ball radius is normally half of the cutting diameter. Cependant, always confirm the required part geometry and drawing before ordering.
Peut-on utiliser une fraise à bout sphérique en aluminium?
Oui. A 2-flute or 3-flute design with sharp edges and polished flutes is a practical starting point. DLC coating may also reduce friction and built-up edges.
Dois-je choisir une fraise à nez sphérique ou à nez arrondi?
Choose a ball nose cutter for smooth 3D surfaces, curved profiles, and mold cavities. Choose a bull nose cutter for semi-finishing, stronger corner support, and flat areas with a corner radius.
Send Your Ball Nose End Mill Requirement
Still unsure how to choose a ball nose end mill for your CNC application?
Send your drawing, matériau de la pièce à usiner, dureté, required diameter, rayon de balle, longueur de flûte, longueur totale, taille de la tige, nombre de flûtes, revêtement, et la quantité. Our team will review the application and provide a suitable tool proposal and quotation.
Send your requirements to sales@cutterbest.com.